
Typische Fehler in der Ausbildung einer Schweißwurzel sind Wurzelrückfall (Bindefehler) oder unzulässige Wurzelüberhöhung, Schlackebelegungen, Anlauffarben, Risse und Poren etc.
Die Schweißwurzel einer Schweißnaht erfordert speziell bei der Verschweißung von Rohren aus austenitischen Edelstahllegierungen eine besondere Beachtung, wobei grundsätzlich von formierten (Formiertechnik) Schweißbedingungen auszugehen ist (nichtformierte Wurzelbereiche sind im pharmazeutischen Apparatebau prinzipiell nicht akzeptabel). Zunächst ist darauf zu achten, dass die Wurzel voll ausgebildet ist und kein sogenannter Wurzelrückfall vorliegt (volle Durchschweißung). Ebenso ist eine konvexe Wurzelausbildung (Überhang) aus Gründen der Selbstdrainage, z. B. des Leitungssystems, nur sehr begrenzt zulässig (Schweißdefekt, Schweißnahtgeometrie nach DIN 25817). Weiterhin ist darauf zu achten, dass die Schlackeverunreinigungen (Schlacke) im Wurzelbereich ein spezifiziertes Maß nicht übersteigen (Referenzmuster).
Die Bildung von Anlauffarben im Wurzelbereich ist in der Regel infolge der Formiergasspülung zu vermeiden. Maximal strohgelbe Farbbildungen sind i. Allg. zu akzeptieren. Mikrorisse und Mikroporen im Schweißnahtwurzelbereich werden nicht akzeptiert.
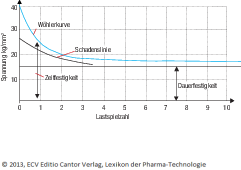
Abb. W 10: Darstellung einer Wöhler-Kurve mit Abnahme der zulässigen Spannungsbelastung bei zunehmender Lastspielzahl. (Quelle: G. Henkel)

Abb. W 13: Schematische Darstellung eines Wurzelbindefehlers. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







