
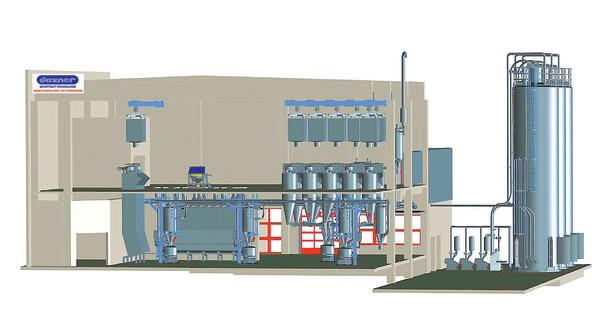



Den Fischer-Brot-Standort nördlich von Wien verlassen pro Stunde rund 15 000 knusprig frische, schmackhafte Semmeln. Hinter dieser Leistungskraft steckt High-Tech. Eine innovative Anlagenlösung führt dem Produktionsprozess vom Weizenmehl bis zur Flüssighefe alle Zutaten zu, die für die Teigproduktion nötig sind. Um die unterschiedlichen Mengenbedarfe zu berücksichtigen, ist das Aufgabesystem in vier Teilbereiche gegliedert.
„Produktivität mit Qualität“ hieß das Erfolgsrezept von Fischer Brot Firmengründer Wilhelm Fischer, der in der Branche als Pionier industrieller Fertigung gilt. Bereits in den 60er Jahren schaffte Fischer Brot dank moderner Bäckereimaschinen und Oberösterreichs erster vollautomatischer Semmelanlage den Sprung von der Klein- zur Großbäckerei. Der Betrieb war den hohen Mengenanforderungen seitens Kaufhäusern und Supermärkten gewachsen. Nach wie vor in Familienhand, zählt Fischer Brot mit Sitz in Linz und über 300 Mitarbeitern heute zu Österreichs führenden Backunternehmen, das alle wesentlichen Handelsgruppen mit Qualitätsgebäck- und Brot beliefert.
Anzeige

Hohe Ableitfähigkeit, sehr gute Fließfähigkeit, niedrige Viskosität – und jetzt mit FDA-Zulassung: RAMPF Advanced Polymers hat sein leistungsstarkes...
Fischer Brot ist heute nicht nur seinem Logo nach, sondern tatsächlich in aller Munde. Stete Expansion begleitete die wachsende Nachfrage: Im Jahr 2003 entschloss sich die Geschäftsführung, den Linzer Stammbetrieb um einen neuen Produktionsstandort in Pichling bei Linz zu erweitert. 2007 ging nach nur sechsmonatiger Bauzeit nordöstlich von Wien ein neuer Produktionsbetrieb für Semmeln und Gebäck an den Start. Fischer Brot konnte dabei mit 7200 zusätzlichen Quadratmetern die bestehende Produktionsfläche um knapp die Hälfte erweitern. Neben der Dimension beeindruckt das neue Werk auch durch seine technische Ausstattung: Zur Anwendung gelangt ausgeklügelte Technik, wobei Fischer Brot in Sachen Schüttgutmanagement voll und ganz auf Daxner setzte. Zwischen den beiden Unternehmen besteht bereits eine langjährige Zusammenarbeit, die sich schon beim Backbetrieb in Pichling bewährt hat. Bei dem Großprojekt konnte das Daxner-Team erneut beweisen, wo die Kernkompetenz des Unternehmens liegt: Mit einem durch innovative Details gespickten Zutatenzuführungssystem schaffte es den Spagat zwischen technischer Spitzenleistung und der kostenseitig gebotenen Praxisorientierung.
Vier Teilbereiche
Durch die Anlagenlösung werden dem Produktionsprozess sämtliche Zutaten zugeführt, die zur Teigproduktion nötig sind. Sie alle weisen unterschiedlichste schüttguttechnologische Eigenschaften auf: Vom Weizen- und Roggenmehl, über Brotgewürze, Salz oder Kürbiskerne, bis hin zu Flüssighefe, Öl oder Wasser kommen pulverförmige, körnige oder flüssige Rohstoffe zum Einsatz. Darüber hinaus bestand bei der Anlagenentwicklung die Herausforderung, die unterschiedlichen Mengebedarfe zu berücksichtigen, um so zu einer ebenso effizienten wie kostenökonomischen Lösung zu gelangen. Charakteristisch für die Anlage ist daher das in vier Teilbereiche gegliederte Aufgabesystem, das auf Groß-, Mittel- und Kleinkomponenten sowie Flüssigstoffe individuell eingeht und diese der jeweiligen Chargen-Teigschale zuführt, die die fertig verwogenen und dosierten Zutaten weiter zur Knetmaschine bringt.
Was die Großkomponenten d. h. Weizen- und Roggenmehl als Teighauptbestandteil betrifft, so werden diese in drei Aluminiumaußensilos mit einem Fassungsvermögen von je 65 m³ gelagert. Bei der Befüllung der Außensilos per LKW wird der Rohstoff von der Daxner-Tankwagensiebmaschine auf Verunreinigungen geprüft. Die Kontrollsiebmaschine ist mittels Storz-Kupplung direkt in den pneumatischen Silobefüllstrang integriert. Eine Silokopfraumtrocknung beugt der Kondenswasserbildung vor. Mittels pneumatischer Druckförderung gelangen die Mehle zu einer der insgesamt vier Behälterwaagen mit integriertem Filter, wo die, für die jeweilige Charge richtige Menge verwogen in die Teigschale dosiert wird. Um die insgesamt drei pneumatischen Förderlinien zu den Behälterwaagen gleichzeitig (normal nur wahlweise möglich) beschicken zu können, ist der Konus eines jeden Außenlagersilos mit einem speziellen Fließbodenaustragstrichter versehen. Neben der dadurch erreichten Kapazitätssteigerung erhöht dieses technische Detail die Anlagenverfügbarkeit. Die Mittelkomponenten, die in Big Bags gelagert werden, werden mittels fünf Big Bag-Aufgabestationen zugeführt. Sie werden in Zwischenlagerbehälter vorgelegt und mittels Dosierschnecke vollautomatisch in die Behälterwaage bzw. die entsprechende Teigschale dosiert.
Für die Klein- oder so genannten Handkomponenten hat Daxner eine sehr praxisorientierte und damit ebenso leistungsstarke wie kostengünstige Lösung entwickelt. Mit einer mobilen Sackaufgabestation werden insgesamt 24 Handkomponentenzellen befüllt, wobei an drei weiteren Zellen zusätzlich zur Sack- eine Big Bag-Aufgabe erfolgen kann. Das Fahrwerk wird mittels Positionssensoren genau über die zu beschickende Kleinkomponentenzelle gefahren und dort pneumatisch angedockt. Die Befüllung erfolg durch ein Aspirationssystem komplett staubfrei. Die Dosierung erfolgt auf manuellem Wege, jedoch komplett bedienergeführt, wodurch eine hundertprozentige Rückverfolgbarkeit gewährleistet ist. Ein übersichtliches Infoterminal führt den Bediener zu jeder einzelnen, für die Charge nötigen Handkomponente und gibt damit den Dosierweg genau vor. Wird beispielsweise bei der Entnahme der falsche Behälterdeckel geöffnet, so wird der Vorgang sofort gestoppt. Die Handkomponenten werden in einen Zwischenbehälter hineindosiert, der zur genauen Gewichtsbestimmung auf einer mobilen, hochauflösenden Plattformwaage positioniert ist. Dieser wird mit allen, exakt dosierten und verwogenen Kleinkomponenten in Folge direkt der Teigschale zugebracht. Diese Lösung scheint sehr einfach, ist jedoch optimal hinsichtlich Leistung, Kosten, Rückverfolgbarkeit und Hygiene.
Anklang gefunden hat die Daxner-Anlagenlösung nicht nur am Reißbrett bzw. Bildschirm. Seit rund einem Jahr ist sie zur vollsten Zufriedenheit von Fischer Brot in Betrieb. Die Anlage ist dabei komplett aus Edelstahl gefertigt und entspricht neben höchsten Qualitätsansprüchen selbstverständlich auch den HACCP-Kriterien und IFS-Standards.
Halle 9, Stand 319
dei 401
Zuführsysteme
Fischer Brot
Powtech 2008
Unsere Whitepaper-Empfehlung

Solida-Darreichungsformen: Vorteile und Grenzen verschiedener Batch-Granulier-Verfahren auf einen Blick. Treffen Sie mit dieser Entscheidungshilfe die richtige Wahl für Ihre Zielstellung.
Teilen:







