
Siehe auch: Polieren.
Typisches spanabhebendes Feinbearbeitungsverfahren, wobei v. a. die finale mechanische Glättung der Oberfläche bei relativ minimalem Werkstoffabtrag erfolgt. Der Glättungsvorgang entspricht dabei einem Verschmieren der Metalloberfläche und der Erzeugung typischer amorpher Strukturen (Beilby-Schicht).

Abb. H 7: Konturhonen der Innenoberfläche von dünnwandigen Rohren auf einer Doppelspindelmaschine. (Quelle: Dr. J. Rau, TAE-Seminar, 2002)
Man unterscheidet das klassische Honen mit Honsteinen und das Konturhonen sowie das Extrudhonen. Die verschiedenen Honverfahren werden u. a. auch für die mechanische Oberflächenbehandlung von Bauteilen aus austenitischen Edelstahllegierungen eingesetzt.
Konturhonen etwa von Innenoberflächen von Rohren ist ein automatisiertes mechanisches Schleifen mittels Schleifbändern unter Schmiermitteleinsatz zum Kühlen. Die Kornstufen beim Konturhonen liegen bei K 60–600.
Das klassische Honen mit Honsteinen (K 60–1.200) unter Verwendung von Pasten (bei feinsten Honbereichen) lässt, wie das Konturhonen, mechanisch sehr glatte und glänzende Oberflächen erzielen, wobei allerdings betreffend Topographie, Morphologie und Energieniveau funktional wesentliche Nachteile zur elektrochemisch polierten Edelstahloberfläche vorliegen.
Konturhonen bis Korn K 240 (Schleifkörnung) von Rohrinnenoberflächen wird oft als Vorverfahren vor dem elektrochemischen Polieren eingesetzt, wobei das Elektropolieren die erzeugte amorphe Schmierschicht durch belastungsfreien Abtrag völlig entfernt.
Eine spezielle Anwendung stellt das Extrudhonen dar, wobei pastöse Schleifmittel (Honpasten) in einer viskosen Trägermasse unter hohem Druck (2.000–4.000 bar), z. B. durch eine zu honende Innenbohrung bzw. ein Rohr, mehrfach hin- und hergepresst werden und die Reibung einen entsprechenden Schleif- / Poliereffekt auf der Bohrungsinnenoberfläche erzielen lässt.
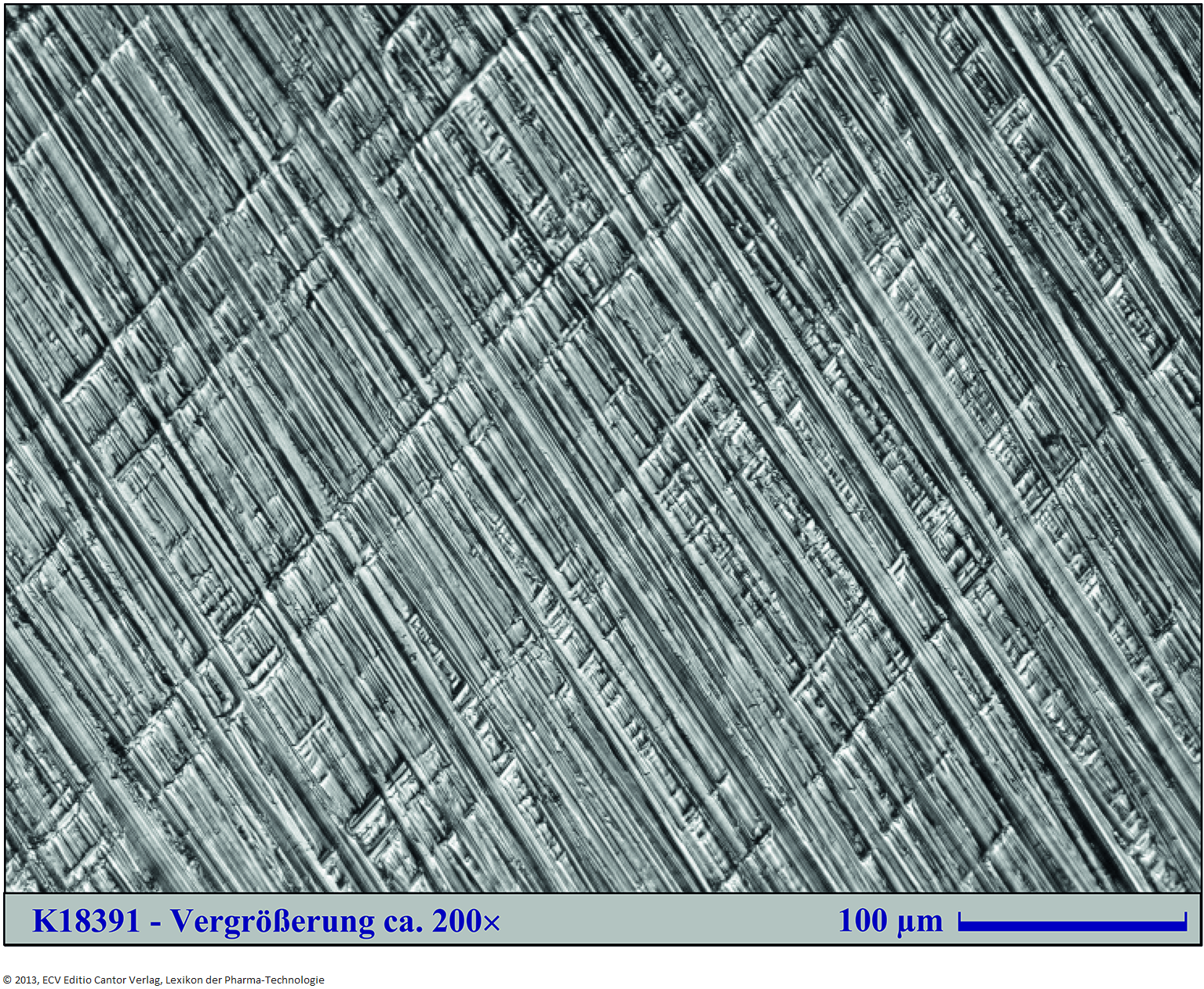
Abb. H 8: Spanabhebende Oberflächenbearbeitung. Werkstoff 1.4404, gehont in zwei Stufen: 10 x K180 / 10 x K240. Ra = 0,15 µm. (Quelle: Dr. J. Rau, TAE-Seminar, 2002)
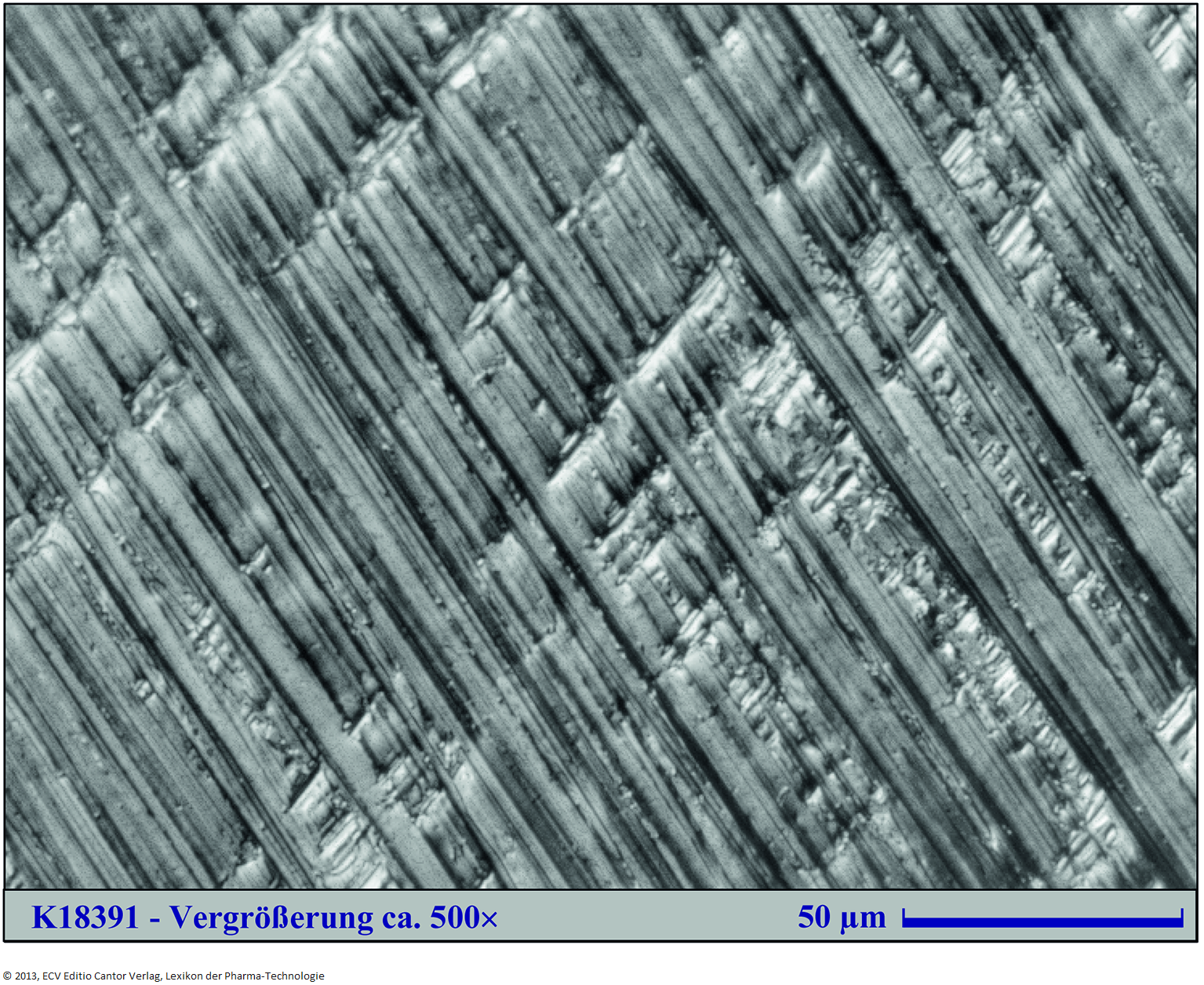
Abb. H 9: Spanabhebende Oberflächenbearbeitung. Werkstoff 1.4404, gehont in zwei Stufen: 10 x K180 / 10 x K240. Ra = 0,15 µm. (Quelle: Dr. J. Rau, TAE-Seminar, 2002)
Sowohl beim geführten Honen mit Honstein oder Schleifband (Konturhonen) wie beim Extrudhonen ist der Oberflächenabtrag sehr gering (< 5 µm) und die finale Operation mit Korn > 1.200 ist mehr ein Verschmieren der Oberfläche als ein effektiver Abtragungsprozess.
Beim geführten Honen von Bohrungen (z. B. auch Läppen von Flächen) wird der Honstein bzw. das Honpapier unter Schmierungsbeihilfe kontrolliert auf die Bohrungswand gepresst, wobei der Honstein / das Honpapier durch eine maschinelle Vorrichtung kontrolliert rotiert und auch eine transversale Bewegung ausführt.
Beim Extrudhonen wird eine pastöse, viskose Masse mit Schleifkorn > 1.200 unter hohem dynamischem Druck durch die zu honende Bohrung (Rohrinnendurchmesser) gepresst, wobei oszillierende Hin- und Herbewegungen ausgeführt werden.
Der visuelle Eindruck einer gehonten Oberfläche ist i. Allg. hervorragende Glattheit mit Rauheitswerten bei 0,01 µm.
Die mikroskopische bzw. elektronenmikroskopische Betrachtung der gehonten und dabei v. a. intensiv amorph verschmierten Oberfläche sowie weiterführende Prüfungen mit energiedispersiver Röntgenanalytik, Elektronenspektroskopie zur chemischen Analyse, Auger-Analyse etc. zeigen, dass die üblichen funktionalen Oberflächenkriterien wie Topographie, Morphologie, Energieniveau diesen ersten Eindruck stark relativieren und wesentlich schlechtere Resultate erzielt werden als durch fachgerechtes elektrochemisches Polieren von Edelstahloberflächen, mit Ra-Werten, die i. Allg. um den Faktor 10 größer sind.
© 2013 – ECV – Lexikon der Pharmatechnologie







