
Stark erhöhter Abtrag beim chemischen Beizen durch zu langes Beizen bzw. zu langes Beizen bei erhöhter Temperatur.
Das chemische Beizen von austenitischen Edelstahllegierungen mittels wässriger Mischungen aus Salpetersäure und Flusssäure ist grundsätzlich ein kontrollierter Korrosionsprozess (Korrosion), wobei die Passivschicht aufgelöst wird und Edelstahlmaterial (Fe, Cr, Ni, Mo etc.) durch Säureeinwirkung in Lösung geht. Der übliche Beizabtrag liegt bei 1–3 µm. Beim Beizprozess tritt an der Oberfläche durch die Säurewirkung eine typische Dipobildung auf, wobei das Korn die Kathode und die unedlere Korngrenze die Anode bildet. Aus metallurgischen Gründen ist die Korngrenze deutlich weniger dicht gepackt als das Korn. Beim Beizabtrag wird also die Korngrenze merklich stärker abgetragen als das Korn. Dies äußert sich im Hinblick auf die erkennbaren Korngrenzenangriffe als typisches Überbeizungsmerkmal.
Eine Sanierung dieses Zustandes kann entweder durch neuerliches mechanisches Überschleifen (Schleifen) oder aber durch sachgerechtes elektrochemisches Polieren erfolgen.
Um Überbeizungsgefahren zu vermeiden, ist es unbedingt notwendig, die Beizparameter exakt auf den Werkstoff abzustimmen und zu dokumentieren. Je höher legiert der Werkstoff ist, um so geringer sind i. Allg. die Überbeizgefahren.
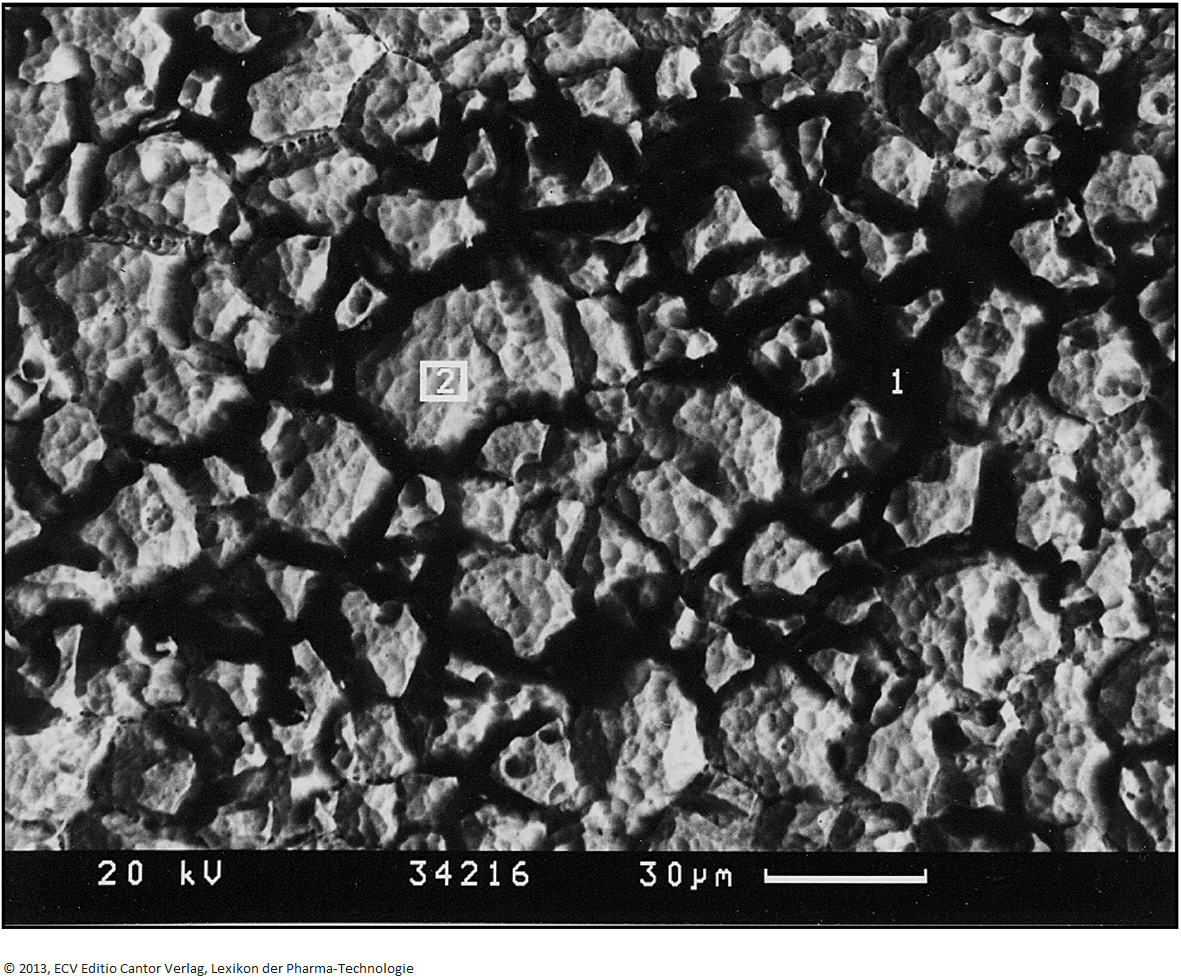
Abb. U 1: Rasterelektronenmikroskopische Aufnahme (500 x) einer typisch überbeizten Oberfläche in HF / HNO3 bei erhöhter Temperatur. (Quelle: G. Henkel)
© 2013 – ECV – Lexikon der Pharmatechnologie







