Mit Fetten und Ölen beladene Abwässer fallen überall in Lebensmittel verarbeitenden Betrieben an. Ihre Reinigung gestaltet sich besonders schwierig, wenn die Abwässer zusätzlich Emulgatoren enthalten. Für solche komplizierten Fälle hat Rauschert Verfahrenstechnik ein Abwasseraufbereitungsverfahren auf Basis des thermophilen Bakteriums Bacillus thermoleovorans IHI91 entwickelt, das als einzige Kohlenstoffquelle Fette und Öle verwertet.
Dr. Jörg Taube, W. Eckert, S. Kaiser, M. Lindenberger, I. Reimann
Herkömmliche, auf physikalischer Basis arbeitende Fett- oder Koaleszenzabscheider sind nicht in der Lage, emulgierte Fette und Öle aus wässrigen Lösungen zufriedenstellend zu entfernen. Dieses Problem tritt vor allem in Betrieben auf, in denen die Verwendung von Emulgatoren zur Stabilisierung von Produkten unumgänglich ist. Dies trifft für die Lebensmittelindustrie im Bereich der Soßen- und Feinkostproduktion zu. Die immer noch hohe Fettfracht im gereinigten Abwasser kann zu hohen Entsorgungsabgaben und damit zu einer Unrentabilität der eingesetzten Anlagen führen. Das von Rauschert Verfahrenstechnik entwickelte Verfahren schafft hier Abhilfe. Es reduziert gezielt den Gehalt von lipophilen Substanzen und als Nebeneffekt auch den Rest-CSB im Abwasser auf Konzentrationen unter den vorgeschriebenen Einleiterwert. Die Besonderheit des Verfahrens ist dabei die Kombination eines thermophilen Organismus mit einer Mikrofiltration der behandelten Abwässer.
Fette und Öle als Kohlenstoffquelle
Das thermophile Bakterium Bacillus thermoleovorans IHI91 verwertet Fette und Öle als einzige Kohlenstoffquelle. Dieses, unter humanpathogener Sicht, völlig unbedenkliche Bakterium kann sich in stoffwechselphysiologischen Extremsituationen, wie Nährstoff- oder Sauerstoffmangel, in eine Art Ruheschlaf versetzen. Dann ist der Mikroorganismus stoffwechselinaktiv, kann sich jedoch bei wiederhergestellten, optimalen Bedingungen rasch revitalisieren und damit seine volle Leistungsfähigkeit zurückerlangen.
Das Abwasserreinigungsverfahren läuft bei 65 °C ab, dem Temperaturoptimum des Organismus. Gleichzeitig erhöht sich bei dieser Temperatur die Löslichkeit der lipophilen Substanzen im Abwasser deutlich: Die Fette und Öle im Wasser sind für die Mikroorganismen zugänglich, was sich positiv auf die Reinigungsleistung auswirkt.
Ein weiterer, gerade für die Lebensmittelbranche wichtiger Vorteil ist die Hygienisierung des Abwassers während der eigentlichen Behandlung. Die Verwendung keramischer Filtrationsmodule als Mikrofilter am Ablauf der Anlage hat vor allem den Vorteil, dass die Biomasse und das makromolekulare Substrat im Reaktionsraum bleibt, wobei niedermolekulare Abbauprodukte und Stoffwechselschlacken, die einen geschlossenen Prozess zum Erliegen bringen würden, kontinuierlich ausgeschleust werden. Durch diese Vorgehensweise wird eine konstant zur Verfügung stehende Biomasse in hoher Konzentration erreicht. Störende chemische Einflüsse wie sie beispielsweise durch eine Fehleinleitung von Desinfektionsmitteln verursacht werden können, gibt es nicht, da solche niedermolekularen Stoffe aus dem Reaktionsraum ausgeschleust werden. Die Porengröße der Filtrationsmodule ist so gewählt, dass neben der aktiven Biomasse auch die inaktiven Bakterien im Kessel verbleiben und diese, wie oben beschrieben, rasch wieder einen stabilen Prozess einleiten können. Eine Kontamination des gereinigten Abwassers mit Zellen von Bacillus thermoleovorans IHI91 ist durch diese physikalische Barriere nicht zu erwarten.
Test bei Würzmarinadenhersteller
Bei einem Hersteller von Würzmarinaden wurde das von Rauschert Verfahrenstechnik entwickelte Verfahren erfolgreich getes-tet. Die in diesem Beitrag besprochenen Ergebnisse entstanden mit einer transportablen Pilotanlage, die in einem 20”-Container untergebracht ist (Abb. 1). Zuvor wurden umfangreiche Laborexperimente zur Überprüfung der Abbaubarkeit der Inhaltsstoffe durchgeführt.
Zur Verifizierung der Laboruntersuchungen war eine Durchführung von Vor-Ort-Experimenten im Technikummaßstab unumgänglich. Nur auf diesem Weg kann man unternehmensspezifische Faktoren wie die Varianz des zu behandelnden Abwassers und die Langzeitstabilität eines Verfahrens kennen lernen und untersuchen.
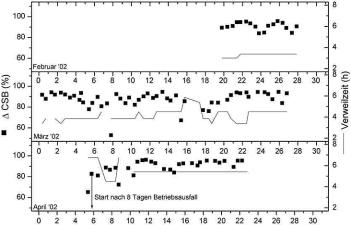
Die Pilotergebnisse bestätigten die aus den Laboruntersuchungen erwartete Leistungsfähigkeit des Verfahrens. Die in Abbildung 2 dargestellten Ergebnisse des Langzeitexperiments, Dauer 63 Tage, verdeutlichen dies. Das Abwasser wurde nach dem Fettabscheider aus einem Beruhigungstank entnommen. Im Mittel wurde eine CSB-Fracht von 10 421 mg/l mit einer Standardabweichung von 4413 mg/l (maximal 21 291 mg/l CSB, minimal 3591 mg/l CSB) im Abwasser bestimmt (Dr. Lange Küvettentests). Diese stark schwankende Belastung des Abwassers ergibt sich produktionsbedingt aus der unterschiedlichen Auslastung der werkseigenen CIP-Anlage. Trotz dieser, für aerobe Anlagen hohen CSB-Belastung und der stark schwankenden Zusammensetzung des Abwassers erreicht das von Rauschert Verfahrenstechnik entwickelte Verfahren eine CSB-Eliminierungsrate von größer 90% und dies bei Verweilzeiten von 3 und 8 h. Das Verfahren erwies sich als sehr stabil im Langzeitbetrieb. Über die gesamte Versuchsdauer konnte nur eine geringe Schlammproduktion festgestellt werden. Die Schlammproduktionrate lag etwa beim Faktor 0,01 der eingesetzten organischen Fracht, d.h. im Bereich von anaeroben Prozessen.
Um die Prozessstabilität des Verfahrens zu testen, wurden in dem Dauerversuch auch Experimente durchgeführt, die einen Ausfall der Versorgungsenergien zum Gegenstand hatten. Untersucht wurde der Einfluss dieser Energieausfälle auf die Belüftungs- und Rühraggregate, die pH-Reglung sowie auf die Abwasserzufuhr. Auch hierbei erwies sich das Verfahren als sehr stabil. So konnte zum Beispiel nach einer achttägigen Betriebsunterbrechung innerhalb von nur einem Tag wieder die volle Abbaueffizienz der Anlage erreicht werden.
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







