

Ausschlaggebend für die Wirtschaftlichkeit einer Druckluftanlage sind die drei Faktoren Energiekosten, Kapitaldienst und Wartungskosten. Je nach jährlich anfallenden Betriebsstunden bilden die Aufwendungen für Energie mit ca. 73 bis 87% den Löwenanteil der Drucklufterzeugungskosten. Allerdings bietet sich hier auch ein enormes Einsparpotential.
Dipl.-Ing. Erwin Ruppelt
Bei der Neuinstallation oder der Sanierung einer Druckluftstation müssen Aspekte wie geringer Druckabfall im Rohrleitungsnetz, möglichst niedriger Energieaufwand für die Kompressorenkühlung, Kompressorensteuerung mit kleinen Schaltdifferenzen, Nutzung der Kompressorenabwärme durch Wärmerückgewinnung und nicht zuletzt effiziente Druckluftaufbereitung beachtet werden. An diesen Punkten haben bereits vor einigen Jahren übergeordnete Steuerungssysteme wie Mikroprozessor-Verbundsteuerung (MVS) oder das Anlagen-Management-System Vesis angesetzt. Mit diesen Systemen lassen sich bis zu 16 Kompressoren bei minimalen Druckschwankungen und genau abgestimmt auf den schichtabhängig oft ganz unterschiedlichen Druckluftbedarf eines Betriebes steuern. Die Anlagen sind zudem gleichmäßiger als früher ausgelastet, kostengünstiger gewartet, durch Einbindung in vorhandene Leittechniksysteme lückenlos überwacht und sehr komfortabel zu bedienen.
Einen Schritt weiter
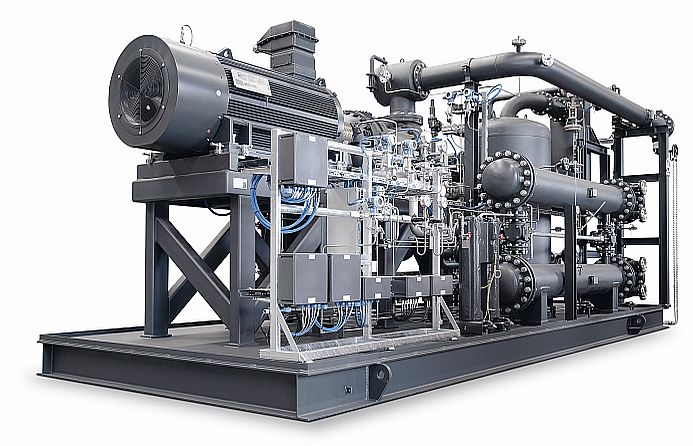
Inzwischen ist diese Entwicklung fortgeschritten. Die interne Kompressorensteuerung Sigma-Control ist ein aus bewährten Standardelementen bestehender Industrie-PC (Abb. 1). Für den Kompressorenbetreiber bedeutet sein Einsatz zusätzliche Energieeinsparung, weniger Wartungsaufwand, problemlose Einbindungsmöglichkeit in vorhandene Leittechniksysteme sowie erhöhte Betriebssicherheit und Verfügbarkeit des Kompressors bei einfacher Bedienung.
Darüber hinaus macht die Sigma-Control die Kompressoren teleservicefähig. So ist es durch den Einsatz der Software Sigma CC (Sigma-Control-Center) sowohl dem Betreiber als auch dem Servicepersonal möglich, via PC mit Schraubenkompressoren betriebsweit oder sogar weltweit zu kommunizieren. Kontinuierliche Informationen über den Grad der Wirtschaftlichkeit, den aktuellen Betriebs- und Wartungszustand der Maschinen erlauben es, den Energie- und Wartungsbedarf der Kompressoren weiter zu verringern und ihre Verfügbarkeit zu erhöhen.
Direktantrieb steigertden Wirkungsgrad
Da Schraubenkompressoren lediglich bei einem bestimmten Druck und einer bestimmten Drehzahl ihr spezifisches Leistungsoptimum für Förderleistung und Energiebedarf erreichen, ist ein umfangreiches Produktspektrum zwischen 3,5 und 15 bar in Druckstufen von 0,5 bar erforderlich. Hierfür stehen Antriebsleistungen ab 75 kW zur Verfügung. Für den Druckbereich von 5,5 bis 15 bar gibt es einen Eins-zu-eins-Antrieb. Dadurch arbeiten die Schraubenkompressoren in den Leistungsklassen zwischen 75 und 455 kW mit der gleichen Drehzahl wie der zugehörige Antriebsmotor. Dies macht ein Getriebe, das Übertragungsverluste verursacht, überflüssig, zumal die Kompressoren mit sehr niedrigen Drehzahlen von 1500 oder gar nur 1000 min-1 laufen.
Durch den Einsatz von Motoren, die den strengen Vorgaben des amerikanischen Energy Conservation Policy Act (EPACT) entsprechen, lassen sich die Energiekosten moderner Schraubenkompressoren noch weiter reduzieren. Wärme- und Reibungsverluste können bei herkömmlichen Elektromotoren zwischen 4 und 20% der Leistungsaufnahme ausmachen. Die EPACT-Motoren kommen hingegen bei richtiger Nutzung mit einer erheblich geringeren Erwärmung und somit weniger Energieverlusten aus und erreichen eine längere Lebensdauer.
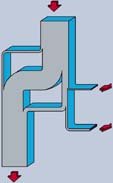
94% nutzbare Energie durch Wärmerückgewinnung
Die einem Kompressor zugeführte Energie wird zu 100% in Wärme umgewandelt. Der Hauptanteil der als Wärme rückgewinnbaren Energie von 72% ist bei Kompressoren mit Öl- oder Fluideinspritzkühlung im Kühlmedium vorzufinden, 13% in der Druckluft und bis zu 9% in der Abwärme des Elektromotors. Bei vollgekapselten öl- oder fluidgekühlten Schraubenkompressoren lassen sich sogar diese Energieverluste über gezielte Kühlung als Wärmeenergie zurückgewinnen. Insgesamt sind somit bis zu 94% der für den Kompressor eingesetzten Energie wärmetechnisch nutzbar (Abb. 2). Je nach den betrieblichen Gegebenheiten können sich die Druckluftanwender für verschiedene Varianten der Wärmerückgewinnung entscheiden. Die einfachste Möglichkeit besteht in der direkten Nutzung der vom Kompressor erwärmten Kühlluft. Dabei wird die Abwärme über ein Luftkanalsystem in die zu beheizenden Räume geleitet. Durch den Einbau eines Wärmetauschers ist es sowohl mit luft- als auch mit wassergekühlten Schraubenkompressoren möglich, Warmwasser für verschiedene Zwecke zu erzeugen. Mit diesen Wärmetauschern sind Wassertemperaturen bis maximal 70 °C erreichbar.
Druckluftaufbereitungist unerlässlich
Jeder Kompressor – ganz gleich, ob ölfrei verdichtend oder ölgekühlt – lässt sich mit einem überdimensionalen Staubsauger vergleichen. Er saugt mit der atmosphärischen Luft alle darin enthaltenen Verunreinigungen an und gibt sie bei fehlender Aufbereitung in hoher Konzentration an das nachgeschaltete Druckluftsystem ab. Neben Staub- und Rußpartikel gehören dazu in wachsenden Anteilen Mineralölaerosole, Kohlenwasserstoffe, Schwefeldioxid, Kupfer, Blei, Eisen und etliches mehr. Ein derartiges Gemisch direkt mit empfindlichen Produkten oder Maschinenteilen in Berührung zu bringen ist alles andere als empfehlenswert.
Für die richtige Entscheidung bei der Auswahl eines Drucklufterzeugungs- und -aufbereitungssystem lohnt ein Blick in die Qualitätsnorm ISO 8573-1. Sie ersetzt wenig hilfreiche Begriffe wie wasserfrei, ölfrei oder staubfrei durch einfache Zahlenwerte und ordnet sie genau definierten Qualitätsklassen zu. Demnach unterscheiden sich je nach Betriebsbedingungen ölfrei verdichtende und ölgekühlte Schraubenkompressoren im Restölgehalt der von ihnen erzeugten Druckluft kaum.
Aufbereitung kostet Energie
Eine Druckerhöhung um 1 bar verursacht in einem 7- bis 10-bar-System schon eine Erhöhung des Energiebedarfs um ca. 6%. Filter können den in einem System benötigten Druck unnötig in die Höhe schrauben. Daraus ergibt sich der Grundsatz: Nur soviel Aufbereitung, wie für einen sicheren und anwendungsgerechten Betrieb unbedingt notwendig ist.
Für eine energiesparende Drucklufttrocknung werden meist Kältetrockner eingesetzt (Abb. 3). Sie reichen in ca. 90% aller Anwendungsfälle aus, da hier lediglich ein Trockenheitsgrad (Drucktaupunkt) von +3 °C erforderlich ist. Adsorptionstrockner erzeugen dagegen Trockenheitsgrade von -25 °C und tiefer. Beide Systeme haben einen sehr unterschiedlichen Energiebedarf: So benötigen etwa kaltregenerierende Adsorptionstrockner bei 35 °C Eintrittstemperatur, 7 bar Eintrittsdruck und 100% relativer Feuchte fast 14% der für den Betrieb des zugehörigen Kompressors erforderlichen Energie. Im Gegensatz dazu kommen Kältetrockner unter den gleichen Bedingungen mit nur 3% der Antriebsenergie des Kompressors aus.
Um ölfreie Druckluft zu erhalten, sind bei ölfrei verdichtenden und ölgekühlten Kompressoren ein Mikrofilter und ein Aktivkohlefilter oder -adsorber zum Abscheiden eventuell vorhandenen Öldampfes erforderlich. Das heißt, eine exakt definierte höherwertige Druckluftqualität setzt in jedem Fall weitere Aufbereitungssysteme nach dem Kompressor und dem Trockner voraus. Bei Sterilluftanwendungen wird immer zusätzlich ein Sterilluftfilter kurz vor dem jeweiligen Luftverbraucher installiert. Der Verband Deutscher Maschinen- und Anlagenbau e. V. (VDMA), Fachgemeinschaft Kompressoren und Vakuumpumpen, hat auf der Grundlage der Norm ISO 8573-1 eine Empfehlung zur Druckluftqualität in der Lebensmittelindustrie veröffentlicht, die sich ohne weiteres auch auf vergleichbare Anwendungen in der Chemie- und der Pharmaindustrie beziehen lässt. Demnach gilt: Für gängige Betriebsluft genügt ein Kompressor, ein Druckbehälter, der zugleich als Speichervolumen und Kondensatabscheider dient, und ein Kältetrockner. Durch den Verzicht auf überflüssige Filter kann hier der Energie- und der Wartungsaufwand für die Druckluftanlage beträchtlich verringert werden. Ist die Druckluft dagegen für den Einsatz als Steuer- oder Prozessluft vorgesehen, dann sind je nachdem zusätzlich Partikelfilter, Aktivkohlefilter, -adsorber und Sterilfilter zu installieren, um die benötigte Druckluftqualität zu gewährleisten. Das ist nur durch die Kombination von Trocknern und Filtern möglich und betrifft alle marktüblichen Kompressorensysteme.
Kostenbewusst planen
Durch Optimierung der Schraubenkompressoren, ihrer Antriebe und Ausstattung mit EPACT-Motoren lassen sich ihre Förderleistungen um bis zu 6% steigern. Dabei sind mitunter in punkto spezifischer Leistung Einspareffekte von über 10% erreichbar. Werden darüber hinaus Steuerungssysteme wie MVS, Vesis und Sigma-Control eingesetzt und die Druckluftanlagen insgesamt energie- und kostenbewusst geplant, dann können sich gegenüber herkömmlichen Lösungen sogar Kosteneinsparungen um bis zu 30% ergeben.
E cav 267
Unsere Whitepaper-Empfehlung
Neuen, klimafreundliche Wasserstoffwirtschaft
Teilen:







