

Steigende Absatzzahlen und verschärfte Umweltschutzbestimmungen nahm die Th. Goldschmidt AG in Essen zum Anlaß, ihre Lager- und Versandstrukturen durch den Bau eines neuen Zentrallagers zu erneuern. Ein ausgeklügeltes Logistiksystem erlaubt hierbei einen 24-Stunden-Lieferservice.
Bernd Hülsenbeck
Aufgrund von Kapazitätserhöhungen und gestiegenen Umweltauflagen gestaltete die TH. Goldschmidt AG in Essen ihre Werkslogistik neu. Gleichzeitig bestand von Kundenseite der Wunsch nach schnellerer Belieferung, was die Entscheidung für einen neuen Zentralversand auf dem Werksgelände beschleunigte. Optimale Sicherheit bei der Lagerung wassergefährdender fester und flüssiger Produkte einerseits, aber auch eine deutliche Steigerung der Effizienz im Versandablauf andererseits, waren dabei wichtige Planungsprämissen.
Merkmale des Wareneingangs
Aus den Produktionsbereichen werden schon vor Abschluß entsprechende Informationen über das Produkt dem EDV-System des Zentrallagers übermittelt. Das fertig abgefüllte Produkt (Fässer, Säcke, Kanister etc.) wird maschinenlesbar codiert und gelangt über das innerbetriebliche Transportwesen zum Wareneingang des Zentralversandes. Wesentliche Merkmale der Wareneingangsbearbeitung sind hierbei
• Identifizierbarkeit des Produktes,
• EDV-überwachte Produkthöchstmengenbegrenzung des Lagers,
• automatische Gewichts- und Profilkontrolle,
• EDV-gesteuerte Lagerplatzvergabe unter Berücksichtigung definierter Zusammenlagerungsverbote,
• automatisierter Transport auf den Lagerplatz sowie
• zeitnaher EDV-initiierter Bestellabgleich und Verfügbarkeitsmitteilung an SAP/R3.
Verbundsysteme ermöglichen kurze Lieferzeiten
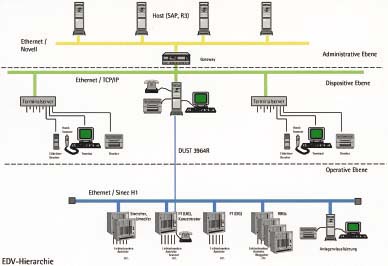
Um die größtmögliche Effizienz zur Einhaltung der Lieferzeiten zu erreichen, ist ein reibungsloses Zusammenspiel zwischen Host (SAP/R3, Warenwirtschaft, Produktionsplanung, Auftragsbearbeitung), Lagerverwaltung (LVS; Lagerung, Kommissionierung, Distribution) und unterlagerten Steuerungen (UST; MateriaIflußsteuerung) erforderlich (Abb. 2).
Durch den ständigen Informationsaustausch bei bestandsverändernden Bewegungen im Zentrallager ist das SAP-System immer über den aktuellen, sowohl disponierten als auch verfügbaren Gesamtbestand eines Artikels informiert. Dadurch kann der Vertrieb seinen Kunden bei ausreichendem Bestand definitiv eine 24-Stunden-Lieferzusage machen bzw. anhand aktueller Produktionsplanung einen Liefertermin benennen oder einen Wunschtermin bestätigen. Ist der Auftrag erfaßt, gelangt er unverzüglich in den Lagerverwaltungsrechner und wird dort pünktlich zum eingetragenen Termin distribuiert.
Flexible Kommissionierplätze
Die wichtigsten Elemente innerhalb des Zentrallagers sind die Kommissionier- und Etikettierplätze. Innerhalb jeder Auftragsstruktur stellen sie die Transportziele dar. Flexibel werden sie durch die im LVS hinterlegte Ablauforganisation gesteuert, wodurch
• Positiv-/Negativ-Kommissionierung,
• Annahme oder Modifikation von Systemanweisungen,
• Umdirigieren von Kommissionier- auf Etikettierplätze bei Überlastung,
• Bündeln von Teilaufgaben verschiedener Plätze (Neutralisieren, Etikettieren, Markieren) über den Leitstand an einen Kommissionierplatz bei Unterlast und
• Integration von Inventuren, Palettenverdichtungen etc. während des Tagesablaufes möglich sind.
Kapazität und Organisation
Das Hochregallager verfügt über vier Gassen. Diese fassen – verteilt auf ca. 6600 Paletten – etwa 4500 Tonnen Tensideprodukte (WgK 1-3) in diversen Gebinden. Die technischen Einrichtungen sind für eine Stundenleistung von 120 Ein-/Auslagerungen in 1 bis 1,5 Schichten und 24-Stunden-Lieferfähigkeit ausgelegt. Das Lagerverwaltungssystem (LVS) ist auf Basis einer DEC-Alpha-Maschine unter Open-VMS und Oracle realisiert. Es erhält die Artikel- und Auftragsdaten im Drei-Minuten-Takt vom übergeordneten Hostsystem (SAP/R3) und quittiert ausgeführte Aufträge zur Fakturierung und Bestandsaktualisierung. Um eine zeitliche Entkopplung, Systemunabhängigkeit sowie auch eine Trennung der Netzwerke ThG/Zentrallager zu ermöglichen, erfolgt die Kommunikation über einen Gateway-PC.
Das LVS versorgt die unterlagerten Siematic S5-Systeme zur Steuerung der Fördertechnik und der Regalbediengeräte über eine Dust 3964R-Leitung mit Transportaufträgen, die nach Erledigung entsprechend quittiert werden. Auf dieser Ebene findet auch eine auf Windows basierende Anlagenvisualisierung statt.
Identifikation eines Lagerpostens
Mit dem Start eines Produktionsloses im Tensidebetrieb erzeugt SAP eine entsprechende Wareneingangsankündigung (Avis) an das LVS mit allen spezifischen Artikeldaten sowie der voraussichtlichen Produktionsmenge. Schlüssel zur späteren Identifikation des Produktes ist die Fertigungsauftragsnummer (ID) aus SAP. Noch in der Produktion erhält jede gebildete Palette ein Etikett, das u.a. diese ID in barcodierter Form sowie die Produktionsmenge dieser Palette enthält.
Im Wareneingang des Zentrallagers wird jede angelieferte Palette über einen Scanner identifiziert (Abb. 3). Der Wareneingangsbildschirm des LVS zeigt die Produktdaten aus dem zugehörigen Avis mit Angabe der noch zu erwartenden Menge an. Nach Bestätigung der Ist-Menge dieser Palette und Überprüfung auf eine eventuelle Höchstmengenbegrenzung für dieses Produkt erzeugt das LVS buchungstechnisch eine Ladeeinheit mit einer eindeutigen Ladeeinheitsnummer (LE) und druckt diese Nummer barcodiert auf ein Ladeeinheitenetikett (LEB). Dieses Etikett wird gut sichtbar am Produkt angebracht. Ab diesem Zeitpunkt ist die Ladeeinheit mit allen zugehörigen Daten sowie dem momentanen Aufenthaltsort dem System bekannt.
Einlagern von Paletten
Förderfähige Europaletten erhalten am Mittelfuß ein Etikett mit eindeutiger, barcodierter Identnummer (LID) und werden anschließend direkt auf die Einlagerförderstrecke gegeben. Alle anderen Palettenarten werden an einem speziellen Aufgabepunkt auf bereitstehende, mit LID versehene Trägerpaletten aufgesetzt. Auf ihrem Weg zum i-Punkt prüfen die unterlagerten Steuerungssysteme Konturen, Gewicht und Identifizierbarkeit. Das LVS stellt diese Daten auf einem Bildschirm am i-Punkt dar und zeigt zusätzlich Gewicht, Höhe, Palettentyp und LID an. Ein Mitarbeiter verbindet anschließend die Produktdaten durch Scannen des LEB mit der LID. Während des weiteren Lageraufenthaltes wird das Produkt nur noch unter der LID geführt.
Paletten mit Konturen- oder Gewichtsfehler schleust die Lagersteuerung automatisch zu einem N.I.O.-Platz (= Nicht-In-Ordnung). Dort visualisiert ein Anzeigetableau den Fehler.
Auf dem Weg ins Lager fordert die unterlagerte Steuerung (UST) an einem definierten Meldepunkt für eine LID einen Lagerplatz beim LVS an. Das LVS ermittelt den geeigneten Platz nach Kriterien wie Betriebsbereitschaft und Auslastung des Lagers, Palettenhöhe und -typ, Gewicht, Artikelgleichverteilung über die Gassen und auch eventueller Zusammenlagerungsverbote für bestimmte Artikel. Der so ausgewählte Ziellagerplatz wird der UST übermittelt, die im weiteren Verlauf für eine ordnungsgemäße Einlagerung sorgt. Die Einlager-Quittierung an das LVS löst die entsprechenden Buchungen auf Lagerplatz und Bestand sowie eine Bestandszugangsmitteilung an SAP aus. Der Artikel in der eingelagerten Menge steht damit der Vertriebsdisposition zur Verfügung.
Auslagern und Kommissionieren
Der Vertrieb initiiert die Aufträge auf SAP-Ebene und überträgt alle zur Auftragsbearbeitung notwendigen Informationen ans LVS. Dieses sortiert die Aufträge nach Lieferdatum und löst die entsprechenden Auslagerungen durch Transportaufträge an die UST aus. Die Ablaufauswahl geschieht dabei unter anderem nach First-in- und First-out-Kriterien oder nach dem Handlingaufwand.
Ganze Paletten, die nicht weiter bearbeitet werden müssen, schickt das LVS über eine Direktauslagerstrecke zur Versandbereitstellung. In allen anderen Fällen gelangen die Paletten zu Sonderbearbeitungsplätzen im Obergeschoß. Dort stehen vier Kommissionier-Doppelplätze für die Lagerpalette und die Kundenpalette bereit. Ausschließlich über die LVS-Software wurde beim Essener Zentrallager die Möglichkeit realisiert, zwei Doppelplätze zu einem Vierfachplatz zusammenzuschalten. Auf diese Weise entsteht ein Kommissionierplatz für Vielpositionsaufträge. Zwei Lagerpaletten stehen dabei gleichzeitig zur Kommissionierung bereit, während eine Dritte bereits in Parkposition fährt und dem nächsten freiwerdenen Platz in dieser Gruppe zugeteilt wird. Auf diese Weise vermeidet man Wartezeiten beim Kommissionieren von vielen Kleinpositionen. Die Umschaltung vom Doppel- zum Vierfachplatz erfolgt über einen Dialog im Lagerleitstand. Sie wird für zu startende Aufträge sofort wirksam. Der Mitarbeiter erfährt die Veränderung nur durch den angepaßten Kommissionierdialog am LVS-Bildschirm. Die weitere Behandlung der Kommissionierpalette gestaltet sich sehr flexibel. So lassen sich einerseits Folgearbeiten wie Produkt-, Gefahrstoff-, Adreßetikettierung und die Art der Ladungssicherung nach verschiedenen Grundkriterien vom LVS bereits in den Auftragsdaten angeben. Andererseits hat der Mitarbeiter am Kommissionierplatz aber die Entscheidungsfreiheit, solche Tätigkeiten selbst durchzuführen bzw. bei hoher Kommissionierauslastung die Palette zur weiteren Bearbeitung zu einem weniger belasteten Platz zu dirigieren. In solchen Fällen generiert das LVS entsprechende Transportaufträge an die UST und merkt sich die noch nicht durchgeführten Bearbeitungsschritte.
Ebenso flexibel gehalten ist die Kommissionierrichtung. Der Mitarbeiter entscheidet, ob er drei von vier Fässern von einer Palette abnimmt oder nur ein Faß kommissioniert, dieses ins Lager zurückschickt und die eigentliche Lagerpalette mit drei Fässern zur Versendung weiterbearbeitet (Negativ-Kommissionierung). Die Auslager- und Kommissioniereinrichtungen lassen dabei individuelle Kundenwünsche wie Umetikettieren mit Kundenetiketten, Umpacken auf Kundenwunschpalette und Umfüllen in Spezialgebinde zu.
Versandbereitstellung und Verladung
Die Versandbereitstellungszone des Essener Zentrallagers besteht aus einer Fläche von ca. 300 m2, die in Versandbahnen aufgeteilt ist. Die Zuordnung von Versandbahnen zu Sendungen geschieht über einen Dialog im Lagerleitstand bei Freigabe einer Sendung. Für Paletten, die an einem der Abnahmeplätze im Versandbereich ankommen, wird in der ersten Zeile eines zweizeiligen Großdisplays die Nummer der Versandbahn angezeigt. Ein Staplerfahrer übernimmt die Palette und stellt sie in der vorgegebenen Versandbahn ab. Diese Nummer rutscht zur Erinnerung in die zweite Zeile, wenn die nächste Palette am Abnahmepunkt eintrifft. Während der Bearbeitung eines Auftrags bekommt das übergeordnete SAP-System durch den Lagerverwaltungsrechner alle erforderlichen Informationen zeitnah gemeldet, so daß bei Verladung die benötigten Ladepapiere bereits vorliegen.
Weitere Informationen cav-264
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







