Für eine OXO-Complex-Anlage in Kuantan, Malaysia, benötigte der Betreiber zur Kühlung der Gase eine verfahrens- und fertigungstechnische Lösung. Aufgrund des Anforderungsprofils entschieden sich die malaysischen Betreiber für einen Hybridwärmeübertrager mit einer Leistung von 3,2 MW.
Dr. A. Rummel, O. Nasser
An die technische Ausführung des Wärmeübertragers stellten die Verantwortlichen der malaysischen Betreiberfirma einige Anforderungen. So sollte das Gewicht minimiert werden, um die Stahlbaukosten für die Tragkonstruktion möglichst günstig zu gestalten. Gleichzeitig strebten die Betreiber eine Minimierung des Bauvolumens des Wärmeübertragers an. Darüber hinaus muss die Tragkonstruktion entsprechend den örtlichen Bedingungen in Malaysia windlast- und erdbebensicher sein. Außerdem sind für die Heißgas- und Kaltgasseite die erforderlichen Reinigungsmöglichkeiten vorzusehen.
Vorgaben durch den Prozess
Prozessbedingt muss der Gaskühler das Heißgas von 306 auf 170 °C kühlen und das Kaltgas von 85 auf mindestens 245 °C aufheizen. Die zu übertragende Wärmeübertragerleistung beträgt somit 3,2 MW. Die Druckverluste auf beiden Seiten des Gaskühlers dürfen maximal 30 kPa betragen. Die Wandtemperatur auf der Heißgasseite darf nicht unter 140 °C liegen, um ein Auskristallisieren der im Heißgas angereicherten Salzbestandteile und eine damit verbundene Lochfraßkorrosion zu vermeiden. Darüber hinaus ist auf der Heißgasseite des Gaskühlers im Austrittsbereich eine Sicherheitseinrichtung gegen Drucküberschreitung vorzusehen. Die Konzessionierungsdaten betragen für beide Seiten 2,2 bar Auslegungsdruck und 400 °C Auslegungstemperatur.
Hybrid-Bauweise bevorzugt
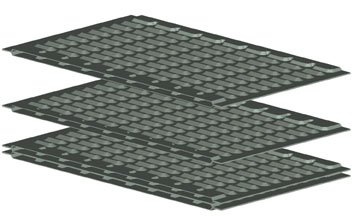
Aufgrund des zuvor geschilderten Anforderungsprofils entschied sich der Betreiber für einen Wärmeübertrager mit vollverschweißten Platten in Hybrid-Bauweise. Der Name Hybrid leitet sich primär von der Art der Strömungskanäle ab. Auf der einen Seite ergibt sich aufgrund der Plattenstruktur ein rohrähnlicher Querschnitt, auf der anderen Seite ein wellenförmiger Querschnitt. Das Herzstück dieser Zwitter-Bauform ist ein vollkommen verschweißtes Plattenpaket, das aus geprägten Formblechelementen besteht (Abb. 1). Der Hybrid-Wärmeübertrager vereint somit die besonderen Eigenschaften der beiden Ursprungsbauformen. Er ist kompakt wie ein traditioneller Plattenwärmeübertrager und hinsichtlich der konstruktiven Flexibilität (Druck und Temperatur) mit dem Rohrbündelwärmeübertrager vergleichbar. Der Hybrid-Wärmetauscher verfügt über einen bedeutend höheren Wärmedurchgangskoeffizient im Vergleich zum Rohrbündelwärmeübertrager (Faktor 2 bis 3). Daraus resultiert eine um 50 bis 60% geringere Wärmeübertragungsfläche.
VerfahrenstechnischeAuslegung
Aufgrund der sehr großen Volumenströme von Gas-Gas-Wärmeübertragern war es notwendig, den Strömungsquerschnitt auf der Wellenseite der Wärmeübertragerpakete zu vergrößern. Dies wurde mit einer Spalterweiterung während des Prägens der Formbleche realisiert. Dadurch verringert sich auch der Wärmeübergangskoeffizient, und die Wandtemperatur wird an der Wärmeübertragerplatte deutlich über der kritischen Temperatur von 140 °C gehalten. Dies gilt auch für die kritische Stelle am Kaltgasein- und Heißgasaustritt des Gaskühlers, der sogenannten „kalten Ecke“.
Konstruktive und fertigungstechnische Gestaltung
Als Werkstoff diente für die Plattenpakete austenitischer Stahl 1.4404, für das Gehäuse normalisierter Schwarzstahl. Die Festigkeitsberechnung erfolgte nach deutschem AD-Regelwerk entsprechend den geforderten Konzessionierungsdaten, die Bau- und Druckprüfung des Apparates wurde gemäß der malaysischen DOSH-Richtlinien durch eine in Deutschland akkreditierte Technische Überwachungsorganisation durchgeführt.
Aufgrund der verfahrenstechnischen Auslegung ergab sich eine Wärmeübertragungsfläche von 1562 m². Diese Heizfläche wurde in sieben Wärmeübertragerpakete aufgeteilt, die auf der rohrseitigen Heißgasseite in Reihe und auf der wellenseitigen Kaltgasseite parallel geschaltet sind. Zwischen den Paketen befinden sich rohrseitig Lochbleche, die einerseits eine gute Vermischung des Heißgases zwischen den einzelnen Paketen bewirken, und andererseits als Zuganker zur Verbindung der modular aufgebauten Blöcke dienen. Die einzelnen Blöcke werden aneinandergereiht und miteinander zu einem Gesamtblock verschweißt.
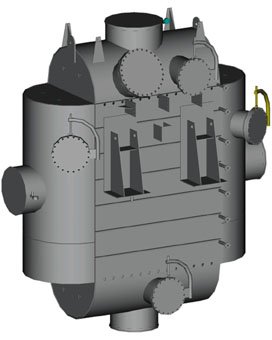
Auf der Vorderseite sowie Rückseite des Wärmeübertragerblockes sind je zwei Tragpratzen angebracht, deren Dimensionierung sowohl das Gesamtgewicht des Apparates von 34 t als auch die Windlast und Erdbebensicherheit berücksichtigt. Der Wärmeübertrager wird durch zwei rohr- sowie wellenseitige Hauben mit den entsprechenden Systemstutzen, Mannlochstutzen und Berstscheibenstutzen komplettiert (Abb. 2).
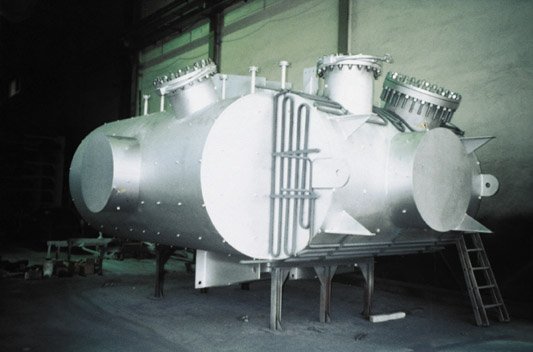
Hierbei gewährleistet ein Mannloch pro Haube für beide Räume des Gaskühlers einen ausreichenden Zugang für Reinigungsarbeiten. Die Dimensionierung der Stutzen auf der Seite des rohrseitigen Heißgasaustritts erfolgte gemäß Regelwerk AD-A1. Dies gilt auch für die Berstscheibe, die als Überdrucksicherung für den Reaktor und den Gaskühler dient. Die Hauben wurden zeitlich parallel zu den Blöcken vorgefertigt. Die beiden rohrseitigen Hauben wurden zunächst an den Block angeheftet und danach verschweißt. Nach erfolgreicher Dichtheitsprüfung auf der Rohrseite wurden die beiden wellenseitigen Hauben auf die gleiche Weise angebracht. Bei den Schweißarbeiten wurden alle zugänglichen Stellen innen gegengeschweißt. Dies verhindert Spalte und die damit verbundene Spaltkorrosion im heißgehenden Reaktorbetrieb. Abbildung 3 zeigt den fertigen Gaskühler.
Drucküberprüfung
Bei der Druckprüfung des Gaskühlers erhielt eine Druckluftprobe nach einem Kosten- und Qualitätsvergleich den Vorzug gegenüber einer Überprüfung mit Wasser. Ausschlaggebend waren neben den großen Volumina beider Gasräume – rohrseitig etwa 17 000 l und wellenseitig rund 24 000 l – der enorme Aufwand zur Bereitstellung der VE-Wassermenge und zur anschließenden Trocknung. Bezüglich der Druckluftprüfung stellt das AD-Regelwerk HP 30 erhöhte Anforderungen an die laufende Bauüberwachung sowie an die Schweißnahtprüfung. Dazu wurde gemeinsam mit dem zuständigen TÜV ein Bauüberwachungsplan mit entsprechenden Haltepunkten und dem genauen Prüfumfang an den Schweißnähten abgestimmt, durchgeführt und entsprechend protokolliert. Auch die abschließende Bau- und Druckluftprüfung erfolgte gemäß den malaysischen Druckbehälterrichtlinien. Beanstandungen gab es seitens der TÜV-Inspektion keine.
E cav 205
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







