Lochbleche setzt die Industrie als Siebeinsätze und Filter zum Trennen, Sortieren, Klassieren, zum Abpressen, Trocknen und Verkleiden ein. Die Technik des Löchermachens ist mittlerweile hoch entwickelt. So werden neue Werkstoffe, legierte Edelstähle und hochverschleißfeste Materialien perforiert. Ziel dabei ist es, möglichst viele Löcher auf engem Raum und damit viel freie Lochfläche zu realisieren. Hierbei muss allerdings beachtet werden, dass beim Stanzen die kleinste Lochung auf keinen Fall kleiner als die Blechdicke oder der Steg zwischen zwei Löchern ist. Vor allem bei Edelstahl sind 1:1-Lochungen nur mit erheblichem Werkzeugaufwand und kürzeren Werkzeugstandzeiten realisierbar. Materialverdrängung, Spannungen und Kaltverfestigung des Materials setzen Grenzen.
Eine Lösung bieten hier vielspindelgebohrte Lochbleche. Reihenbohrwerke arbeiten mit 100 oder mehr Bohrspindeln gleichzeitig und bohren, nummerisch gesteuert, in engem Abstand Sieblöcher in Edelstahl – zylindrisch, konisch oder stufenförmig abgesetzt. Die Blechdicke ist hier im Gegensatz zu gestanzten Blechen größer als der Lochdurchmesser, die Lochabstände oft extrem eng.
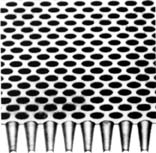
Die Siebleistung wird im Wesentlichen durch den Lochquerschnitt bestimmt. Eine konische Erweiterung lässt das Siebgut schneller passieren, weil die Löcher nicht verstopfen. Eine kurze Siebzone bestimmt die Korngröße, dann kann das Siebgut das Loch frei passieren. Bei hohem Flüssigkeitsanteil und größeren Strömungsgeschwindigkeiten bildet sich bei scharfkantigem Locheintritt eine Strahleinschnürung, die einen Stau hervorruft (Turbulenz). Düsenförmige Querschnitte erhöhen die Durchtrittsgeschwindigkeit und damit den Durchsatz durch nahezu laminare Strömung.
E cav 289
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







