
Bei statistischer Versuchsplanung denkt man zunächst an F&E. Dieselben Methoden werden jedoch immer öfter auch dazu eingesetzt, Produktionsanlagen optimal einzustellen. Dies ermöglicht es dem Hersteller, die vorgegebenen, oftmals sehr engen, Spezifikationen genauer zu erfüllen, so dass eine gleich bleibende hohe Qualität gewährleistet werden kann.
Stefanie Feiler, Dr. Michael Levis, Dr. Philippe Solot
Siegfried Ltd. ist ein mittelständisches Unternehmen aus der Schweiz, das sich auf die Produktion von Wirkstoffen und Festformen für die pharmazeutische Industrie spezialisiert hat. Im engen Kontakt mit dem Anwender wird das Produkt zur Marktreife weiterentwickelt. Ein Punkt, der eine besondere Herausforderung darstellt, ist hierbei der Umgang mit dem in fester Form vorliegenden Wirkstoff nach der Synthese. Hier kann kein weiterer Reinigungsschritt angeschlossen werden, daher muss stark darauf geachtet werden, dass keine neuen Verunreinigungen hinzukommen. Die Kristallstruktur des fertig gestellten Wirkstoffs, aber auch die Teilchengrößenverteilung, bestimmen sowohl sein Verhalten bei der Weiterverarbeitung als auch die Wirksamkeit des Medikaments. Des Weiteren sind Sicherheitsmaßnahmen erforderlich, um Personal und Umgebung vor Staub zu schützen. Dies alles stellt hohe Anforderungen an die verwendeten Mühlen und Mischer.
Moderne Mahlanlagen
Im Jahr 2004 hat Siegfried eine komplett neue Mahl- und Mischanlage in Betrieb genommen (Bild 1). Sie erfüllt sämtliche GMP-Standards. Unter anderem besitzt sie ein geschlossenes Zu- und Abluftsystem, das die Kreuzkontamination durch Feinstäube verhindert (Schleusen für Material und Personal). Es ist so gut wie nie nötig, offen mit dem Wirkstoff zu hantieren, da Befüllungs- und Abfüllanlagen halbautomatisch funktionieren und die Einheit für das Beproben schon integriert ist. Die Reinigung erfolgt durch Washing-in-Place über Sprühköpfe, Lanzen und Düsen.
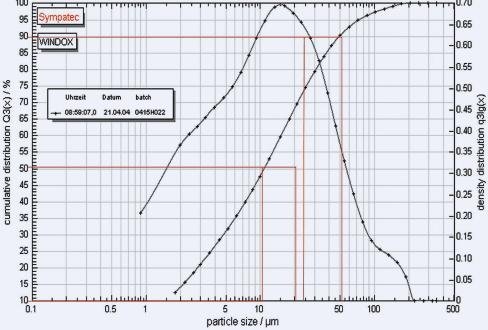
In der pharmazeutischen Produktion sind die Spezifikationen für das Produkt oft eng gefasst, um die gleich bleibende Qualität des Produkts und des Endproduktes zu gewährleisten. Für das im Folgenden betrachtete Produkt sind die Spezifikationsanforderungen an die Korngrößenverteilung durch Partikelgrößenklassen nach dem Mahlvorgang gegeben: Helos 10 % (nicht mehr als 10 µm ), Helos 50 % (10 bis 20 µm) und Helos 90 % (25 bis 50 µm ). Diese Spezifikationsgrenzen sind historisch sehr eng gesetzt. Hinzu kommt, dass die Anforderungen Helos 50 % und Helos 90 % diametral liegen. In Bild 2 ist eine typische Verteilungskurve der Teilchengröße dargestellt. Anhand dieser Kurve kann man für jede der drei Kenngrößen (auf der y-Achse) die tatsächlich erreichte Teilchengröße (auf der x-Achse) ablesen und somit überprüfen, ob sie innerhalb ihres Spezifikationsbereichs liegt.
Statistische Versuchsplanung
Die Herausforderung in der Produktion ist nun, die veränderbaren Faktoren (z. B. die Geschwindigkeit des mobilen Mahlwerks) so einzustellen, dass die Spezifikationen optimal eingehalten werden. Leider ist das Down-Scaling von Produktionsmühlen mit hohem Durchsatz in den Labormaßstab nur in den seltensten Fällen möglich, so dass die Ermittlung der Mahlparameter an den Mahlstraßen selbst erfolgen muss. Es ist daher absolut notwendig, ein möglichst effektives Optimierungsprogramm zu verwenden, das die Versuchszahl bei hoher Vorhersagequalität gering hält. Hier bietet die statistische Versuchsplanung willkommene Hilfe. Sie erlaubt es, die Abhängigkeit einer oder mehrerer Zielgrößen von den veränderbaren Faktoren mathematisch zu modellieren. Da im vorliegenden Fall die Spezifikationen durch die obigen drei Punkte der Teilchengrößenverteilung vorgegeben waren, wurden die entsprechenden Teilchengrößen als Zielgrößen gewählt und gleichzeitig untersucht.
In der Praxis ist hierbei natürlich sehr wichtig, dass die statistischen Methoden einfach benutzt werden können, ohne dass der Benutzer sich dazu tief in das fachfremde Gebiet einarbeiten muss. Daher wurde für das Projekt die Versuchsplanungssoftware Stavex von Aicos Technologies eingesetzt. Diese Software wurde von Anfang an für Benutzer entwickelt, die ohne größere statistische Vorkenntnisse Versuche planen und auswerten möchten, und zeichnet sich daher durch eine einfache Bedienbarkeit aus. Dank dieser Eigenschaft und seiner Vielseitigkeit wird Stavex heute in den verschiedensten Bereichen zahlreicher Firmen, wie der chemisch-pharmazeutischen Entwicklung, der Formulierung, aber auch im Maschinenbau, benutzt.
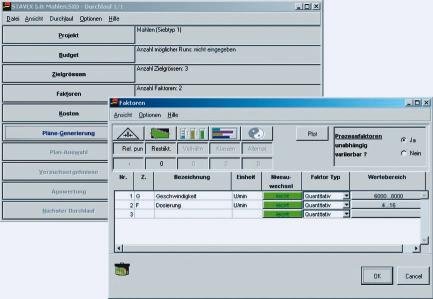
Im vorliegenden Projekt wurden zunächst die drei Werte, die die Teilchengrößenverteilung spezifizieren, als Zielgrößen in die Software eingegeben. Als Faktoren wurden die Geschwindigkeit des mobilen Mahlwerks (Turbo, bis zu 10 000 min-1), die Geschwindigkeit der Dosierung (1 bis 100 min-1) und die Feinheit des Siebs einbezogen (Bild 3). Die ersten beiden Faktoren sind quantitativ, d .h. sie können im vorgegebenen Bereich frei variiert werden, wohingegen die Feinheit des Siebs nur aus drei verschiedenen Kategorien ausgewählt werden kann, d. h. als qualitativer Faktor anzusehen ist. Stavex erlaubt, sowohl quantitative als auch qualitative Faktoren zu behandeln, so dass solche Fälle kein Problem darstellen. Abhängig von der Feinheit des Siebs (1000, 2000 oder 3000 µm) ergeben sich zudem Einschränkungen an die anderen beiden Faktoren, da die Siebe sonst blockieren. Die Teilchengröße vor dem Mahlvorgang und die Geschwindigkeit des Stickstoffdurchflusses durch die Mühle sind gegeben und wurden daher bei dieser Optimierung konstant gehalten und nicht als Faktoren berücksichtigt.
Eine ergänzende Auswertungsmöglichkeit, die ebenfalls von Stavex unterstützt wird, wäre gewesen, die drei Zielgrößen zu einer einzigen zusammenzufassen. Dabei können die einzelnen Größen auch unterschiedlich gewichtet werden. Im obigen Fall lag das Interesse jedoch darin, die jeweilige Abhängigkeitsstruktur der einzelnen Zielgrößen separat zu modellieren, um das Prozessverständnis zu erhöhen.
Suche nach den richtigen Prozesseinstellungen
In der anschließenden Optimierung stellt die Messung der Teilchengrößenverteilung eine generelle Schwierigkeit dar. Da der betrachtete Wirkstoff ein Isolator ist, ist er sehr anfällig für elektrostatische Aufladungen, und es kommt leicht zu einer Aggregation oder Agglomeration der Teilchen. Zudem war die analytische Methode (eingesetzt wurde Sympatec, Helos) zu diesem Zeitpunkt nicht besonders robust im Hinblick auf die engen Spezifikationsgrenzen. Jedoch musste unter diesen Bedingungen gearbeitet werden, da die inhärenten physikalischen Probleme nicht einfach beseitigt werden konnten. Dies hieß in diesem Fall, dass man versuchte, Elektrostatik so weit wie möglich auszuschließen und dass man eventuelle Ungenauigkeiten der Messmethode in Kauf nahm.
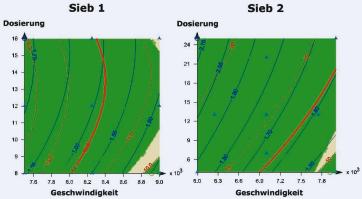
Aufgrund der starken Unterschiede beim Einsatz der verschiedenen Siebe wurde beschlossen, für die beiden feineren Typen getrennte Optimierungen durchzuführen. Hierbei wurde ein voller faktorieller bzw. ein zentral zusammengesetzter Versuchsplan ausgewählt, d. h. jeweils neun verschiedene Geräteeinstellungen getestet. Die zugehörigen Parameterkombinationen sind in Bild 4 als blaue Dreicke dargestellt. Für das dritte Sieb wurde eine schlechtere Performance erwartet, so dass auf die Untersuchung der Wechselwirkungen zwischen den Faktoren verzichtet wurde, wodurch sich die benötigte Anzahl der Versuche im Vergleich zur Optimierung deutlich reduzierte (von 9 auf 4). Bei der Auswahl der Versuchspläne, d. h. der verschiedenen zu testenden Geräteeinstellungen, kann der Benutzer auf das in Stavex implementierte Expertenwissen zurückgreifen. Je nach Problemstellung werden die geeignetsten Pläne identifiziert und dem Benutzer in einer kommentierten Rangliste angeboten.
Qualitätssteigerung
In allen drei Fällen stellte sich die Geschwindigkeit des Mahlwerks als wichtigster Faktor heraus. Jedoch sind die anderen Faktoren meist nicht vernachlässigbar und es müssen zudem Interaktionen zwischen den verschiedenen Faktoren mitberücksichtigt werden. Stavex stellt diese Zusammenhänge in leicht verständlichen Analyseberichten zusammen, so dass der Benutzer auch hier nicht von den numerischen Ergebnissen erdrückt wird.
Die von Stavex errechneten Höhenlinienplots zeigen (Bild 4), in welchen Bereichen die Spezifikationen eingehalten werden (weiße Bereiche). Die Einschränkungen sind dabei vor allem durch die Zielgröße Helos 90 % bedingt, die aber auch in der Analysemethode am meisten schwankt. Man erkennt, dass das feinere Sieb zu bevorzugen ist. Hierbei ist eine niedrige Dosiergeschwindigkeit von Vorteil, da dann die Spezifikationen in einem größeren Bereich erfüllt sind, d. h. der Prozess robuster gegenüber Schwankungen ist. Wenn sich Helos 50 % (rot) möglichst nahe bei 10 µm bewegt, bei einer möglichst hohen Mahlwerkgeschwindigkeit und einer Dosiergeschwindigkeit von ca. 10 min-1, sind auch die Spezifikationen für Helos 90 % (grün) eingehalten, und man erhält stabile Ergebnisse.
Fazit
Zusammenfassend ist festzustellen, dass sich der Einsatz der Versuchsplanungs-Software Stavex für die Einstellung der Mühle in zweifacher Hinsicht gelohnt hat: Zum einen erhielt man ein besseres Verständnis für den Ablauf der Prozesse (z. B. Identifikation der Mahlwerkgeschwindigkeit als Hauptfaktor). Zudem hat die Umstellung auf eine feinere Siebstärke dazu geführt, dass die Mühle nun in einem Bereich arbeitet, der die Spezifikationen verlässlich erfüllt und zudem noch eine gewisse Robustheit gegenüber Schwankungen aufweist. Durch die guten Erfahrungen mit statistischem Versuchsdesign wurde die Analysemethode ebenfalls mit Stavex auf Präzision und Robustheit optimiert und neu validiert. Die durch den systematischen Ansatz erworbenen Erkenntnisse führten in der Folge zu weiteren Verbesserungen im Mahlprozess.
Halle 10.2, Stand C31
cav 449
Mehr zu Stavex
Siegfried Ltd im Überblick
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







