

Die Lack- und Farbenfabrik Bosshard & Co. AG in Rümlang bei Zürich realisierte mit Gericke eine vollautomatische Silo-, Förder- und Dosieranlage für die pulverförmigen Rohstoffe von Dispersionsfarben. Die Anlage vereinfacht das Umschlagen und Lagern von über 2500 Tonnen Pulver und trägt zur Qualitätsverbesserung der Endprodukte bei.
Ulrich Nabholz, Markus Gericke
Bei Bosshard werden alle flüssigen Rohstoffe zur Herstellung von Dispersionsfarben bereits automatisch zugeführt. Zielsetzung war es daher eine neue, vollautomatische Silo-, Förder- und Dosieranlage für die pulverförmigen Rohstoffe zu implementieren, die das Umschlagen und Lagern von über 2500 Tonnen pulverförmiger Produkten vereinfacht und zur Qualitätsverbesserung der Endprodukte beiträgt. Die Pulver, insbesondere die sehr feinkörnigen Titandioxide, weisen großteils ein äußerst schlechtes Fließverhalten auf. Spezielles Augenmerk wurde daher auf die Austragswinkel und die Fördergeschwindigkeit gelegt. Die gesetzten Ziele konnten mit der von Gericke konzipierten Anlage in vollem Umfang erreicht werden. Das Förderkonzept basiert auf der jahrelangen Erfahrung in der Auslegung von pneumatischen Fördersystemen und umfangreichen Versuchen im Versuchstechnikum.
Zuführung der Komponenten
Sechs Silos aus Aluminium mit je 50 m3 Nutzvolumen werden einzeln aus Silofahrzeugen mit verschiedenen Titandioxiden und Füllstoffen beschickt. Die Silos sind im Freien aufgestellt und begehbar. Trotz großen, saisonal bedingten Temperaturschwankungen mussten die Silos nicht isoliert werden. Die sehr feinen und stark staubenden Produkte (Korngröße zum Teil im Hundert-Nanometer-Bereich) benötigen spezielle, kontinuierlich messende Füllstandsonden und Silo-Austragshilfen mittels Fluidisierdüsen. Über die Füllstandsonden wird ein mögliches Überfüllen der Silos dem Silofahrzeuglenker signalisiert. Die genaue Füllstandinformation wird auch in der Prozesssteuerung für das Rohstoffmanagement verwendet. Mittels Austragsschwingtrichter und Fluidisierung gelangt das Produkt über Dosierschnecken und Zellenradschleusen in die pneumatische Förderanlage. Aus den sechs Silos werden die Produkte nacheinander via Rohrweichen in den von der Rezeptur benötigten Mengen in einen der zwei ca. 25 m entfernten Wiegebehälter mit 7 m3 Vollinhalt gefördert. Um die verlangten Komponentengenauigkeiten erreichen zu können, sind die Beschicker für die Förderleitungen mit Grob-/Feindosierung und Filtern mit automatischer Abreinigung versehen. Die Komponenten können auch ausgehend von drei Big-Bag-Entleer- und Dosierstationen sowie von zwei Sackaufschütttrichtern für Mittel- und Kleinkomponenten in die Wägebehälter gefördert werden. Die Mittel- und Kleinkomponenten werden vorverwogen und in der richtigen Menge aufgeschüttet. Die zentrale Aspirationsanlage reduziert die Staubemissionen bei den Big-Bag-Entleerstationen und Sackaufschütttrichter auf ein Minimum. Sobald in einem der zwei Mischbehälter eine neue Charge verlangt wird, trägt der entsprechende Rührwerksaustragsapparat aus einem der beiden Wiegebehälter die vorgelegten Komponenten aus und führt sie wiederum in die pneumatische Förderanlage. Die Mitteldruckförderung transportiert die gesamte Charge über Rohrweichen und Filterabscheider in die Mischbehälter. Alle Gebläsegruppen und Ventilatoren sind mit Schallhauben versehen, um die Lärmemissionen auf ein Minimum zu begrenzen.
Wiege- und Dosiersystem
Aus Platzgründen in der bestehenden Anlage konnten die beiden Wiegebehälter nicht direkt über den Mischbehälter angeordnet werden. Daher wurde eine Leitungsführung gewählt, bei der die Förderstrecken zwischen Wiegebehälter und Mischbehälter möglichst kurz sind. Mittels Materialbilanzen und Zeitdiagrammen ließen sich die benötigten Förderleistungen und -zeiten im Grob- und Feinstrom ermitteln, um in den gewünschten Batchzeiten die erforderliche Genauigkeit der Rezepturen zu erreichen. Es resultierten maximale Förderleistungen im Grobstrom bis ca. 4 t/h und Förderleitungsdurchmesser bis 100 mm. Eine möglichst geringe Beeinflussung der Wiegezellen durch die angeschlossenen Förderleitungen wurde durch eine geeignete Platzierung von flexiblen Verbindungen erreicht. Das möglichst vollständige Austragen der Rezeptbestandteile ist wichtig, um reproduzierbare Gemische und somit rezepturtreue Dispersionsfarben herzustellen. Anbackungen in Wiegebehälter, Förderleitungen und Filterabscheider werden durch geeignete Werkstoffe (Edelstahl, Gummi) sowie entsprechendes Oberflächenfinish vermieden.
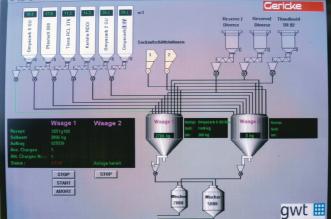
Die gesamte Lager-, Dosier- und Förderanlage kann mittels SPS im Automatikbetrieb oder im Handbetrieb von dem Bedienpanel in der Schaltschrankfront gesteuert werden. Das Bedienpanel ist mit LCD-Grafikbildschirm ausgerüstet, das Prozessbilder und Störmeldungen im Klartext anzeigt. Das Wäge- und Dosiersystem arbeitet mit der SPS im Master-Slave-Verfahren. Es ist verantwortlich für die Rezepturverwaltung, Generierung von Produktions- und Chargenprotokollen, Archivierung der Produktionsdaten und Verbrauchsstatistik für Komponenten und Rezepte. Über die Interbus-Schnittstelle werden die Befehle zur Förderung der verschiedenen Produkte im Grob-/Feinmodus in die SPS übertragen. Die bereits bestehende Mischbehältersteuerung wurde an die neue Wiegebehältersteuerung angepasst. Die Visualisierung ist mit In-Touch Software programmiert. Die Fernwartung via Modem für das Wäge- und Dosiersystem ermöglicht unter anderem die Ferndiagnose von Hard- und Software sowie Expertenunterstützung des Bedienpersonals.
cav 432
Informationen zum Produkt
Pulvertechnik-Portal
Powtech – Fachmesse für die mechanische Verfahrenstechnik
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







