
Neue Produktionsanlagen glänzen häufig mit enormen Energieeinsparungen. Doch gerade bei Anlagen, die schon lange in der Produktion eingesetzt werden, schlummern die wahren Goldschätze. Denn diese Anlagen bieten häufig Optimierungsmöglichkeiten, die hohe Energie- und Rohstoffeinsparungen bei vergleichsweise geringen Investitionskosten bieten. Die Folge: eine kurze Amortisationszeit und niedrige Risiken. Die folgenden Beispiele zeigen, wie die Effizienzverbesserung in der Praxis realisiert werden kann.
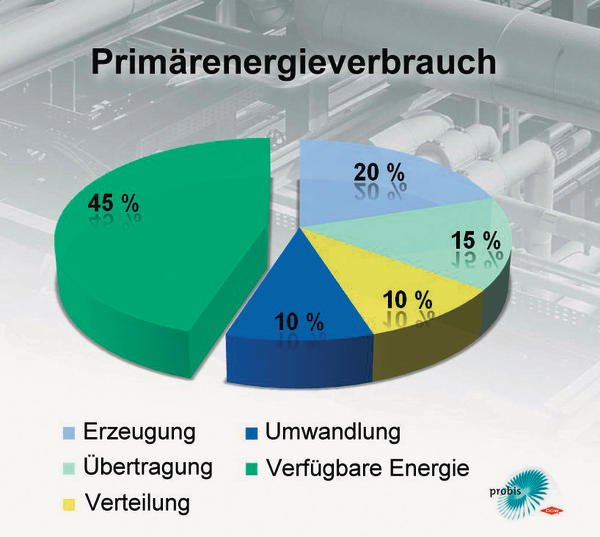
Nur 45 % der eingesetzten Primärenergie stehen in der Prozessindustrie als Nutzenergie zur Verfügung – mehr als die Hälfte geht durch Übertragungs-, Verteilungs- und andere Umwandlungsprozesse verloren. Dieser in der Theorie häufig genannte Wert deckt sich mit den Erfahrungen von Probis aus der Praxis. Ein großer Teil der Verluste ist der Verteilung und Umwandlung zuzuordnen (Bild 1). In diesen Bereichen lassen sich durch Anlagen- und Prozessoptimierungen besonders wirtschaftlich Einsparungen realisieren. „Wichtig ist jedoch, nicht stets nach Maximallösungen zu suchen, sondern Schritt für Schritt die meist kleinen Maßnahmen umzusetzen“, weiß Frank Heinitz, bei Probis im Engineering tätig. Die Anlagen würden für die Produktion häufig verändert – dies böte immer wieder Ansätze, um Umrüstungen vorzunehmen, die zu deutlichen Energieeinsparungen führen.
Druckluftversorgung häufig mit hohen Verlusten
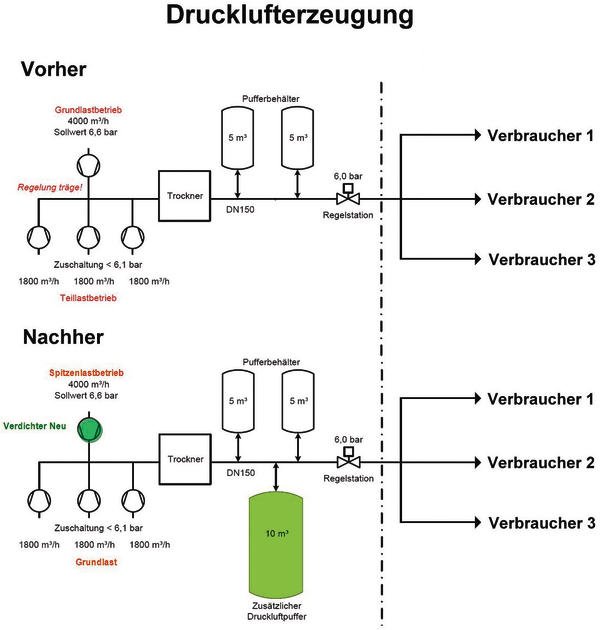
Ausgedehnte Druckluftnetze weisen nach den Erfahrungen von Probis oft große Energieeinsparpotenziale auf. Gerade bei gewachsenen Netzen, wie dem dargestellten Beispiel aus einem Chemiepark, passen die eingesetzten Anlagen häufig nicht zum tatsächlichen Bedarf. Da der Druckluftbedarf in Richtung der maximalen Erzeugungskapazität stieg, dachte der Auftraggeber über einen zusätzlichen Verdichter nach. Bei der Analyse der Druckluftversorgung fand Probis eine typische Grundstruktur: Ein Turboverdichter mit einer Förderleistung von 4000 m³/h sorgte für die Grundlast, drei weitere mit einer Leistung von je 1800 m³/h standen für Spitzen zur Verfügung und dienten als Reserve. Neben einer Trocknungsanlage, die die in der chemischen Industrie geforderte Druckluftqualität sicherstellt, waren noch zwei Pufferbehälter mit einer Kapazität von je 5 m³ vorhanden (Bild 2).
Bereits unabhängig von der Bedarfsanalyse der einzelnen Verbraucher ließ sich vermuten, dass die Pufferkapazitäten zu gering waren und die Turboverdichter die notwendige Fahrweise nur mit hohen Verlusten darstellen konnten. Die anschließenden Messungen bestätigten die Erwartungen.
Die für Turboverdichter typische Regelungscharakteristik war für den Bedarf im Chemiepark zu träge, der erforderliche Drosselbetrieb sorgte für Energieverluste. Außerdem führt das häufige An- und Abschalten der Verdichter zu einem erhöhten Verschleiß. Der erste Optimierungsschritt war, durch einen zusätzlichen Pufferspeicher die Abnahmekurve zu glätten. Dies konnte kurzfristig ohne Produktionsunterbrechungen umgesetzt werden. Probis übernahm hierbei die Auslegung und Ins-tallation des Puffers.
Bei den Kompressoren verfolgte Probis zwei Ansätze: Ein neu installierter fre-quenzumrichtergeregelter Schraubenverdichter (FU-Antrieb) ersetzte die große Maschine, die bisher die Grundlast abdeckte. Er ermöglicht eine flexible und effiziente Regelung. Daher übernimmt der Schraubenverdichter nun die Spitzenlastversorgung (3000 bis 4000 m³/h) während die drei kleinen Kompressoren möglichst gleichmäßig in der Grundlast (circa 4000 m³/h) eingesetzt werden. Neben der höheren Energieeffizienz und der schonenderen Fahrweise der Verdichter steigt außerdem die Netzstabilität und die Verfügbarkeit. Die Wirtschaftlichkeit der Druckluftversorgung verbesserte sich wesentlich – alleine durch die verbrauchsgerechte Regelung konnten Energiekosteneinsparungen in Höhe von cirka 130 000 Euro pro Jahr erreicht werden.
Stickstoff energetisch und stofflich nutzen
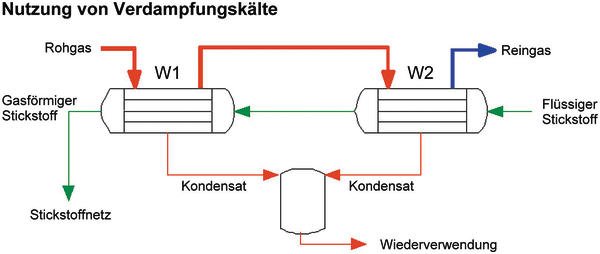
In Kryoanlagen können Abgasströme gereinigt werden, die mit organischen Komponenten beladen sind. Hierzu wird die Verdampfungskälte von Flüssigstickstoff genutzt. Die Kryokondensationsanlage besteht aus zwei Wärmetauschern und einem Kondensatbehälter (Bild 3).
Der flüssige Stickstoff durchströmt zunächst den Rohrbündelwärmetauscher W 2 und verdampft in diesem Apparat. Der tief-kalte gasförmige Stickstoff aus diesem Wärmetauscher durchströmt nun den Wärmetauscher W 1. Im Gegenstrom wird im Wärmetauscher W 1 das Rohgas vorgekühlt und dann im eigentlichen Wärmetauscher auf -100 °C abgekühlt. Bei diesem zweistufigen Abkühlungs- und Kondensationsprozess kondensieren die organischen Bestandteile fast vollständig aus dem Abgasstrom aus – der entstehende Reingasstrom kann die Anforderungen der TA Luft einhalten. Das gereinigte Abgas darf also ohne weitere Behandlung an die Atmosphäre abgegeben werden. Die auskondensierten organischen Bestandteile werden der Wiederverwendung zugeführt. Der nach dem Kryoprozess gasförmige kalte Stickstoff wird in ein Stickstoffsystem eingespeist. Er steht dann als Inertgas für die Produktion zur Verfügung.
Um die Abgasreinigungsanlage von der Stickstoffversorgung zeitlich zu entkoppeln, setzt Probis bei diesem Vorgehen Pufferbehälter für den gasförmigen Stickstoff mit einem Betriebsdruck von 12 bar ein. Über einen statischen Regler kann das Inertgas mit einem Druck von cirka 6 bar an die Verbraucher abgegeben werden.
Durch den Einsatz dieses patentierten Verfahrens konnte bei einem Kunden Stickstoff im Wert von 80 000 Euro pro Jahr eingespart werden (Bild 4). Doch auch aus Sicht der Energieeffizienz bietet das Verfahren einen interessanten Ansatz: Üblicherweise wird gasförmiger Stickstoff für die Produktion über Kaltverdampfer erzeugt. Die Verdampfungskälte bleibt dabei ungenutzt, obwohl an anderer Stelle im Produktionsprozess Kälte erforderlich ist und mit Energieeinsatz produziert wird.
Wärmerückgewinnung aus Brüdendämpfen
Häufig entstehen in Prozessen der chemischen Industrie heiße Brüdendämpfe. Diese werden trotz des hohen Energiegehalts meist ungenutzt in die Atmosphäre abgegeben. Gleichzeitig wird mithilfe von Frischdampf Heißwasser für Reinigungs- und Spülprozesse erzeugt. Für einen Kunden hat Probis die beiden Verfahren miteinander kombiniert.
Dabei werden rund 6300 m³/h an Brüden durch eine Füllkörperkolonne geleitet. Die Dämpfe haben eine Temperatur von etwa +125 °C. Sie durchströmen die Kolonne von unten nach oben. Auf den Kopf der Kolonne wird eine Frischwassermenge aufgegeben. Über die Massenenergiebilanz wird die Wassermenge so eingestellt, dass aus dem Sumpf der Kolonne +92 °C warmes Heißwasser abgezogen werden kann. Statt Frischdampf mit 3,5 bar einzusetzen und dafür Energie aufzuwenden, können mit der Abwärme aus dem Brüdendampf cirka 25 000 m³ Heißwasser pro Jahr erzeugt werden.
Der eingesetzte Brüdenwäscher ist einfach aufgebaut und besteht im Wesentlichen aus einer Schüttkörperfüllung. Der Investitionsbedarf betrug 230 000 Euro. Mit dieser Anlage können etwa 12 t Dampf pro Tag eingespart werden. Die daraus resultierende Kosteneinsparung liegt bei 130 000 Euro pro Jahr. Ein Vergleich von Betriebs- und Investitionskosten zeigt schnell, dass mit dem Verfahren sehr kurze Amortisationszeiten realisiert werden können. „Gleiches gilt für die Nutzung von Abwärme aus einem Abwasserstrom“, erläutert Heinitz. Hierbei setzt Probis Spezialrohrbündelwärmetauscher mit Vorfiltrationseinheiten ein. Ausgerüstet mit einer entsprechenden Mess- und Regeltechnik lassen sich nicht nur die Prozessparameter genau überwachen und einstellen, sondern zusätzlich der Verschmutzungsgrad der Wärmetauscherflächen erkennen. Dadurch ist eine zustandsbezogene Reinigung möglich. „Mit solchen Anlagen zur Abwärmenutzung ist ein ROI von unter zwei Jahren realisierbar“, zieht der Verfahrenstechnik-Ingenieur von Probis ein Fazit.
Online-Info www.cav.de/1109403
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







