

Die Samsung Corning Deutschland GmbH produziert hochwertige Glasteile für Farbbild- und Monitorröhren. Erklärtes Ziel ist es, die führende Position des Unternehmens als TV-Glashersteller in Europa zu festigen und weiter auszubauen. Eine wichtige Voraussetzung hierfür ist eine Anlagenverfügbarkeit von über 99 %. Hierfür werden seit Jahren massive Anstrengungen unternommen. Unter anderem wurde damit begonnen, bei den wichtigsten Prozessaggregaten ein Online-Condition-Monitoring-System zu installieren.
Ralf Dötsch, Mathias Luft
Die klassischen Methoden der Zustandsüberwachung, die oft auf dem guten Gehör eines Betriebsschlossers oder des Anlagenfahrers basierten, sind nicht mehr zeitgemäß. Das Aufgabenfeld des Instandhalters ist in den letzten Jahren immer komplexer geworden und der mannlose Betrieb erfordert eine Automatisierung. Kann der Instandhalter nicht mehr zur Anlage, muss er sein Ohr technisch verlängern. Moderne Schwingungsdiagnose leistet dieses heute sehr komfortabel. Nach dem mehrjährigen Einsatz eines portablen Datensammelsystems hat sich Samsung Corning Deutschland für den Einsatz eines Online-Schwingungsüberwachungssystems entschieden, um die Zustandsüberwachung weitestgehend zu automatisieren.
In der ersten und zweiten Ausbaustufe wurden die wichtigsten Lüftungsanlagen ausgerüstet. Die Block-Cooling-Lüfter kühlen die Dehnungsfugen der Glasschmelz-wanne sowie die Temperaturmesstechnik für die Wannenüberwachung. Ein Ausfall hätte Auswirkungen auf die angezeigten Wannentemperaturen und würde die Prozessführung bei der Glasschmelze beeinträchtigen. Fällt mehr als ein Lüfter gleichzeitig aus, könnte es zu Beschädigungen der Dehnungsfugen kommen und dann besteht die Gefahr, dass Glas ausläuft.
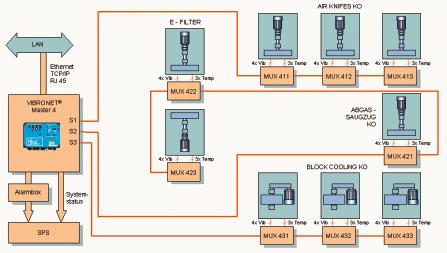
An den Lagerstellen von Motor und Lüfterwelle werden Temperatur, Lager- und Schwingungszustand erfasst. Das Vibronet-Signalmaster-Überwachungssystem fasst jeweils eine Gruppe von Aggregaten in einer zentralen Datenerfassung zusammen. In den ersten beiden Ausbaustufen werden insgesamt 290 Schwingungs- und Temperaturmessstellen durch vier Vibronet-Signalmaster überwacht. Der Schwingungsaufnehmer wird am Wälzlagergehäuse angebracht. Er nimmt die mechanischen Schwingungen auf, die beispielsweise durch Unwuchten, Ausrichtfehler oder Lagerschäden verursacht werden und wandelt diese in elektrische Signale um. Die Aufnehmer sind als Tandem-Piezo-Aufnehmer in Current-Line-Drive-Technik ausgeführt und beinhalten eine Verstärkerstufe, die das dynamische Stromsignal bis zu 500 m über das angeschlossene Kabel ohne weitere Zwischenverstärkung zur Auswerteeinheit treibt. Die Multiplexer vor Ort fassen bis zu 9 Messstellen zusammen. Bis zu 4 Multiplexer können hintereinander geschaltet werden und bilden einen String. Damit kann mit einem einzelnen Kabel auch der entfernteste Multiplexer erreicht werden – das reduziert den erforderlichen Verkabelungs- und Montageaufwand ganz erheblich. Der Vibronet-Signalmaster vergleicht die aktuellen Pegel der aufgenommen Kennwerte mit zulässigen Grenzwerten. Bei Überschreitung werden automatisch Alarmsignale für die Übernahme durch die SPS bereitgestellt, um das Personal der Betriebsüberwachung zu informieren. Gleichzeitig werden im Alarmfall automatisch Messungen für eine Signalanalyse ausgelöst.
Zweistufiges Überwachungskonzept
Bei der Schwingungsüberwachung werden zwei Bewertungsebenen unterschieden: Stufe 1 ist die Kennwertüberwachung, genannt Level 1. Um die reine Veränderung des Zustands übersichtlich darzustellen, werden Zustandskenngrößen gebildet, mit Grenzwerten verglichen und als Trendkurve über die Zeit aufgetragen. Derartige Kennwerte für die Schwingungsüberwachung von Standardaggregaten sind beispielsweise der Effektivwert der Schwinggeschwindigkeit veff im Bereich von 2 bis 1000 Hz gemäß ISO 10816-3 und der Stoßimpuls-Kennwert, erfasst mit dem Spitzenwert dBm und dem Teppichwert dBc. Die Schwingstärke vrms eignet sich gut für die Erkennung von Unwuchten, Ausrichtfehlern, losen Teilen und Fehlern in der Aufstellung. Die Stoßimpulsmessung dagegen dient zur Wälzlagerüberwachung, insbesondere zur Erkennung von Laufbahnschäden an Innen- und Außenring oder an den Wälzkörpern.
Stufe 2 ist die Signalanalyse (Level 2). Während die Level-1-Kennwertüberwachung eine allgemeine Zustandsverschlechterung und deren Entwicklung über der Betriebszeit anzeigt, liefert die Level-2-Signalanalyse Informationen über die genaue Ursache der Zustandsverschlechterung. Das Frequenzspektrum im Bereich bis 1000 Hz lässt beispielsweise eine Unterscheidung zwischen Unwuchten, Ausrichtfehlern, Strömungsproblemen oder elektrischen Feldfehlern zu. Die Analyse des Hüllkurvenspektrums dient dagegen vorrangig, Wälzlagerschäden hinsichtlich der Schadensart näher einzugrenzen. Die Kombination beider Analyseschritte erlaubt die Entscheidung, ob sofortiger Handlungsbedarf besteht oder ob noch bis zum nächsten geplanten Stillstand gewartet werden kann.
Internet-Technologie ermöglicht Fernzugriff
Um auf die Messdaten und die Zustände der Anlage zugreifen zu können, ist Prüftechnik mit Vibronet neue Wege gegangen. Zur Visualisierung des Anlagenzustands kommt modernste Internet-Technologie zum Einsatz. Die Bedienoberfläche bilden grafische HTML-Seiten, die mit einem Standard-Internetbrowser genauso einfach aufgerufen werden können wie Seiten im Internet. Die Struktur der Anlage und selbst der Innenaufbau der Aggregate wird grafisch dargestellt – eine wichtige Voraussetzung für eine treffsichere Diagnose und späteres Telemonitoring, d. h. die Einbindung externer Spezialisten via Fernzugriff. Der Alarmzustand jedes einzelnen Messkanals wird direkt, wie bei einer Ampel, grün, gelb und rot dargestellt. In jeder Ebene der Anlagendarstellung ist damit sofort ersichtlich, wo Zustandsverschlechterungen aufgetreten sind.
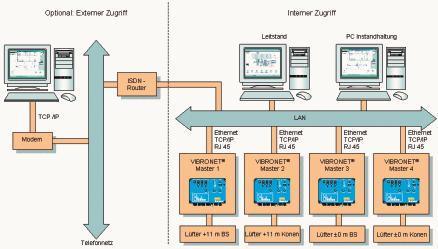
Der Vibronet-Signalmaster wird direkt an das vorhandene lokale Ethernet-Netzwerk angeschlossen. Von jedem Computer im LAN (Local Area Network) besteht damit ein direkter Zugriff zur Zustandsüberwachung. Der Verbindungsaufbau von außen für Wartungsarbeiten am System und für Telemonitoring ist über einen integrierten ISDN-Router möglich. Auf diesem Weg können im Alarmfall auch zusätzliche eMail- oder SMS-Nachrichten verschickt werden.
Gleich zwei Schäden erkannt
Ein loser Wälzkörper führt zum Lagerschaden am Lüfter B Block Cooling: Die Kenngrößendaten zeigten am keilriemenseitigen Lager der Ventilatorwelle einen auffälligen Trendverlauf. In unregelmäßigen Zeitabständen stieg die Schwingstärke gemäß ISO 10816-3 kurzzeitig auf Pegel an, die um den Faktor 2 bis 3 über den zulässigen Grenzwerten lagen. Gleichzeitig erreichte auch der Stoßimpulspegel für die Wälzlagerüberwachung den Alarmbereich. Nach jeweils kurzer Zeit waren die ursprünglichen Gutpegel aber wieder erreicht. Die bei Grenzwertüberschreitung automatisch ausgelösten Alarmspektren ließen die Wälzkörperschadensfrequenz als dominanten Frequenzanteil erkennen. Mit diesen Hinweisen musste vermutet werden, dass Wälzkörper im Betrieb zeitweise verklemmen, also ein Problem der Wälzkörperführung, möglicherweise ein Käfigdefekt, vorliegt. In jedem Fall ist das Ausfallrisiko bei solchen Schäden sehr hoch. Der Befund schließlich ergab einen losen Wälzkörper in einer Laufbahn des Pendelrollenlagers. Eigentliche Ursache war die verschlissene Führungsnase für diese Wälzkörper.
Sofort nach Inbetriebnahme der Online-Schwingungsüberwachung fiel am Ventilator B Air Knifes das kupplungsseitige Lager der Lüfterwelle durch deutlich erhöhte Stoßimpulspegel auf. Ebenfalls feststellbar war eine zeitweise Erhöhung der Schwingstärke gemäß ISO 10816-3 sowie der Lagertemperatur. Da im Hüllkurvenspektrum keine Wälzlagerschadensfrequenzen erkennbar waren, entschloss man sich kurzfristig, das Lager zu inspizieren, denn hohe Stoßimpulspegel sind typisch für fortgeschrittene Wälzlagerschäden. Als Befund wurde schließlich ein gebrochener Käfig festgestellt und damit eine Schadensart, die immer ein hohes Ausfallrisiko bedeutet.
Inzwischen wurden in zwei weiteren Ausbaustufen die Glaspressen, Hydraulik- aggregate und Bandantriebe in die Online-Zustandsüberwachung integriert. Die Überwachung dieser speziellen Aggregate erfordert die Verknüpfung von Kenngrößen- und Signalmessungen mit bestimmten Arbeitspunkten des Aggregates, da hier im Gegensatz zu kontinuierlich laufenden Prozesslüftern diskontinuierliche Vorgänge zu überwachen sind.
Maintain: Halle 3, Stand 404
cav 413
Mehr zum Vibronet-Signalmaster
Was ist Condition Monitoring
Maintain Europe
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







