


Die Anforderungen an die Verfügbarkeit von Schraubenverdichtern sind bei vielen Produktionsprozessen extrem hoch. Der Ausfall nicht redundanter Aggregate bedeutet den Stillstand der ganzen Produktionslinie. Auf Zustand basierende Überwachungskonzepte ermöglichen die Schadensfrüherkennung bei Schraubenverdichtern. Moderne Messtechnik und -verfahren sorgen dafür, Verschleißerscheinungen nachzuweisen, Schadensursachen exakt zu erkennen, um die Restlebensdauer abschätzen zu können.
Michael Stolze
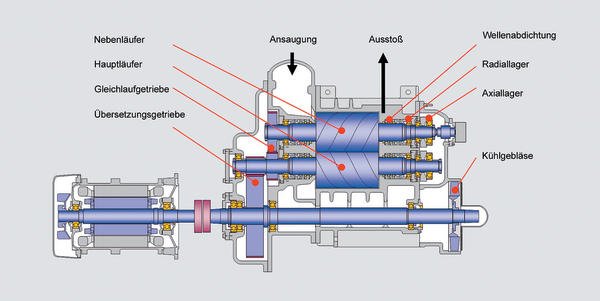
Bei Schraubenverdichtern erfolgt die Verdichtung des Mediums durch zwei rotierende Schrauben. Wegen ihrer zyklischen Arbeitsweise sind sie zwischen Hubkolben- und Turboverdichtern einzuordnen. Schraubenverdichter werden unter anderem eingesetzt in der Druckluft- und Kältemittelverdichtung, aber auch in der Prozessgasverdichtung in Raffinerien und in der Öl- und Gasförderung. Das Schwingungsverhalten von Schraubenverdichtern wird durch den mit der Ausstoßfrequenz pulsierenden Ausschub des Arbeitsfluids dominiert.
Nicht erkannte unzulässig hohe Maschinenschwingungen, Lagerschäden oder Schmierungsprobleme können zur vollständigen Zerstörung der Verdichtersätze führen. Eine begleitende Zustandsüberwachung hilft, Störungen zu vermeiden, Verschleißprozesse frühzeitig zu erkennen und die Bauteile-Lebensdauer optimal zu nutzen. Man unterscheidet zwei Überwachungsstrategien: Offline und online. Bei der Offline-Methode wird mit Datensammlern in festgelegten Intervallen gemessen. Es sind sowohl Kenngrößenbewertungen, wie z. B. Schwinggeschwindigkeiten nach ISO 10816-3, als auch Frequenzanalysen möglich. Die permanente Überwachung ist für kritische Prozesse empfehlenswert, da hier die Überwachung im Vergleich zu offline nahezu kontinuierlich erfolgen kann.
Diagnosemöglichkeiten
Wurde im Rahmen des Instandhaltungskonzeptes die Messmethode festgelegt, ist es wichtig zu definieren, wie die eigentliche Fehlerdiagnose aussehen soll. Reicht es aus, die Zustandsänderung zu erkennen und die Schadensentwicklung zu verfolgen oder möchte man das Problem lokalisieren und die genaue Ursache für die Veränderung finden? Im ersten Fall spricht man von der Überwachung der Kenngrößen, auch Level 1 genannt. Es lassen sich Aussagen zur Schwingungsbelastung und zum Wälzlagerzustand treffen. Eine exakte Ermittlung der Schadensart ist nicht immer möglich. Zugrunde liegen Kenngrößen wie Schwingstärke, Schwingweg, Schwingbeschleunigung, Stoßimpulse zur Wälzlagerbeurteilung, Temperatur, Drehzahl und Kavitation.
Im zweiten Beispiel spricht man von Tiefendiagnose, Level 2. Bei der Tiefendiagnose werden aus dem erfassten Zeitsignal der Schwingbeschleunigung die erforderlichen Messaufgaben wie z.B. FFT (Fast Fourier Transformation) zur Schwingungsdiagnose oder Hüllkurvenspektrum zur Wälzlagerdiagnostik berechnet. Mithilfe dieser frequenzselektiven Messverfahren können neben dem Schadensverlauf auch die exakten Schadensursachen detektiert werden. Somit besteht die Möglichkeit, zum Beispiel Unwuchten, Ausrichtfehler, Turbulenzen aufzuspüren oder eine Lagerdiagnose treffsicher zu stellen.
Online Condition Monitoring
Nachfolgend wird am Online-Monitoring-System Vibnode die permanente Zustandsüberwachung an Schraubenverdichtern exemplarisch dargestellt. Die Dauerüberwachungsanlage Vibnode wird hierzu direkt am Schraubenverdichter installiert und per Ethernet ins Werksnetz eingebunden. Dies ist möglich, da mehr und mehr Firmen eine flächendeckende Ethernet-Verkabelung in den Produktionsbereichen haben. Vorteil sind hier die kurzen Kabelstrecken zwischen Sensorik und Online-System und demzufolge wesentlich geringere Installationskosten. Da die Signalverarbeitung und Grenzwertüberwachung im Gerät erfolgt, benötigt das System nur eine sehr geringe Übertragungsbandbreite im Netzwerk und keinen eigenen PC für die Auswertung. Die Zustandsüberwachung der Komponenten Hauptläufer/Nebenläufer mit Schraubeneingriff, Übersetzungs- und Gleichlaufgetriebe, Wälzlagerungen, Verdichtung des Arbeitsfluids, Antriebsmaschine mit Kupplung/Riemenantrieb erfolgt durch frequenzselektive Überwachung der spezifischen Maschinenschwingungen und des Wälzlager-Körperschalls in Verbindung mit Betriebsparametern wie Betriebsdruck, Drehzahl, Leistung und Temperatur. Eine Einbindung der Messdaten und Statusinformationen in vorhandene Prozessleitsysteme ist über Modbus TCP oder OPC möglich. Bei Grenzwertüberschreitung wird der Leitstand informiert und die betreffenden FFT-Spektren zur Schadensdiagnose aufgezeichnet. Es werden nur im Alarmfall die Maschinensignale für FFT- oder Hüllkurvenanalysen gespeichert. Die Übermittlung der Zustandsinformationen erfolgt automatisch über die Netzwerkanbindung oder per E-Mail an übergeordnete Systeme des Betreibers oder an Servicepartner. Die Daten können auf Wunsch in die Datenbank und Diagnosesoftware Omnitrend übertragen und gespeichert werden. Mit dieser ist eine übersichtliche Darstellung und komfortable Analyse aller gespeicherten Zustandsinformationen möglich.
Halle 24, Stand A18
cav 442
Condition-Monitoring-Seminare
Vibnode – Einstiegslösung für Online Condition Monitoring
Industrial Maintenance 2007
Unsere Whitepaper-Empfehlung

Wasserstoff gilt als Schlüssel für die Dekarbonisierung der Chemieindustrie. Doch die Nutzung des vermeintlichen Hoffnungsträgers Hydrogen birgt auch Gefahren und stellt die Branche vor neue Herausforderungen, die das gratis Whitepaper „H2 wie Hoffnungsträger?“ näher für Sie…
Teilen:







