


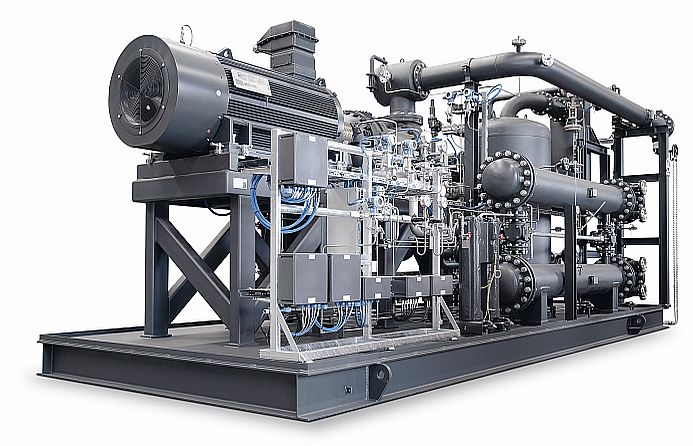
Die Druckluftanlage des Traditionsunternehmens Göbber erfüllte nicht mehr die hohen Anforderungen hinsichtlich Zuverlässigkeit und Druckluftqualität. Deshalb ließ der Frucht- und Süßproduktehersteller eine neue Druckluftanlage errichten, in die mehrere Komponenten von Beko Technologies integriert sind. Dazu zählen beispielsweise zwei Clearpoint-Flanschfilter, die eine Kombination aus Mikro- und Aktivkohlefilter darstellen.
Rainer Stützel
Die Göbber KG in Eystrup produziert seit 1888 Frucht- und Süßprodukte hoher Qualität. Dabei ist den Göbber-Spezialisten die Qualität der zum Einsatz kommenden Druckluft fast ebenso wichtig wie die der fruchtigen Rohware, die hier zu Marmeladen und anderen Gaumenfreuden verarbeitet wird. „Druckluft wird an vielen Stellen in unserer Produktion eingesetzt, zum Beispiel in pneumatischen Steuerungseinheiten und in den Tiefziehmaschinen zur Herstellung der Kunststoffschalen für die kleinen Portionseinheiten“ so Henning Diekmann, der bei Göbber Leiter Versorgung und Herstellanlagen ist. Schon geringste Druckschwankungen und Kondensatmengen im Druckluftnetz würden sofortige Störmeldungen provozieren, die auf eine zentrale Schaltwarte geleitet werden. Kein Wunder also, dass Göbber höchste Ansprüche an die Druckluftqualität stellt. Dazu verpflichtet allein schon die Zertifizierung nach ISO 9001 und das Erfüllen des strengen BRC-Audits.
Zahn der Zeit
Im Laufe der Zeit zeigte sich, dass die seit langem bestehende und immer wieder ausgebaute Druckluftversorgung die steigenden Qualitätsanforderungen von Göbber nicht mehr erfüllt. Unterschiedliche Fabrikate, verschiedene Druckstufen, ein nicht optimal abgestimmter Komponentenaufbau und eine den Anforderungen nicht gewachsene Steuerung kennzeichneten die in die Jahre gekommene Druckluftanlage. So war zum Beispiel eine Ableitung bzw. Nutzung der durch die Kompressoren erzeugten Wärme nicht möglich. Hinzu kamen steigende Strömungsverluste im Leitungsnetz. Alles in allem eine zunehmend unbefriedigende Situation, der man sich bei Göbber mit Entschiedenheit annahm.
Gemeinsam mit der Lutena GmbH aus Bremen, einem auf Engineering, Planung und Realisierung von kompletten Druckluftanlagen spezialisierten Unternehmen, ging man bei Göbber an die Lösung der Probleme. Am Anfang stand eine Bestandsaufnahme der bestehenden Druckluftanlage, wobei eine ADA-Messung an den Kompressoren durchgeführt wurde. Letztere gab Auskunft über die Belastung und Auslastung der vorhandenen Kompressoren und den Luftverbrauch. Das Ergebnis zeigte, dass die Altanlage mit ihrer einfachen Grundlastwechselschaltung über eine installierte elektrische Leistung von 159 kW verfügte und damit eine Liefermenge von 21,9 m3/min bereitstellte.
Auf Grundlage der gewonnenen Erkenntnisse wurde die Planung der Neuanlage vorgenommen. Dabei standen folgende Fragen im Mittelpunkt: Welche Druckluftqualität wird benötigt? Welcher Mindestdruck muss bei den Tiefziehmaschinen anstehen und welcher Druckluftverbrauch resultiert daraus? Welche weiteren Investitionen muss Göbber für die Zukunft einplanen?
Die neue Anlage wurde gemäß der Druckgeräterichtlinie 97/23/EC erstellt. Sie entspricht der DIN ISO 8573–01.
Für die Zukunft ausgelegt
„Das gesamte System, also Rohrverlauf, Filtration, Speicherung, Abluft und Frischluft, ist so ausgelegt, dass die Kompressorenanlage bei wachsendem Bedarf noch um rund 50 kW aufgestockt werden kann“ berichtet Heino Haegermann, projektverantwortlicher Geschäftsführer der Lutena.
Die in einer neuen Lagerhalle untergebrachte Druckluftanlage verfügt über vier Kaeser-Kompressoren mit Direktantrieb und integriertem Kältetrockner. Unterteilt in 45-kW-, 37-kW-, 30-kW- und 22-kW-Kompressoren mit einer gesamten elektrischen Leistung von 134 kW und einer Liefermenge von 25,58 m3/min bieten die neuen Verdichter einen Liefermengenvorteil von 3,68 m3/min. Das entspricht einer Steigerung um 19,5% bei einer elektrischen Einsparung von 25 kW. Die Kompressoren sind mit einem FGL-Lebensmittelöl gefüllt, das gesamte Rohrnetz der Kompressorstation ist in V2A DN 100 gefertigt.
Die zur Verdichtung notwendige Frischluft wird über eine geregelte Jalousieklappe und Ansaugschalldämpfer von den Kompressoren angesaugt und thermostatisch geregelt. Dadurch ist der Kompressorraum auch bei sehr niedrigen Außentemperaturen nie frostgefährdet.
Aufarbeitung der Druckluft
Die Druckluftaufbereitung erfolgt über zwei Clearpoint Flanschfilter DN 100 des Druckluftspezialisten Beko Technologies. Hierbei handelt es sich um eine Filterkombination aus Mikro- und Aktivkohlefiltration. Nachdem die Druckluft die Filter passiert hat, hat sie einen Restölgehalt von 0,03 mg/m3. Der Filtration nachgeschaltet sind zwei 3000-Liter-Druckluftkessel. Die Kondensatableitung an den Zyklonabscheidern, Kältetrocknern und Filtern wird von Bekomat-Kondensatableitern erledigt, während die Kondensataufbereitung von der bereits früher durch Lutena installierten Emulsionsspaltanlage Bekosplit 12 realisiert wird. Diese Emulsionsspaltanlage garantiert einen Restölgehalt im Kondensat von weniger als 5 mg/l. Somit werden die von WhG 19 A geforderten Abwasserwerte zur Einleitung des aufbereiteten Restwassers weit unterschritten.
Der Kompressorraum wiederum wurde so geplant, dass die gesamte Abluftwärme der Kompressoren und die Abwärme der integrierten Kältetrockner für das Glaslager genutzt werden können. Zum Einsatz beim Abfüllen in der Produktion schreiben die hohen Qualitätssicherungsvorgaben eine Glastemperatur von rund 30 °C vor. Bisher wiesen die im Lager vorgehaltenen Gläser vor allem im Winter eine zu geringe Temperatur auf, um sofort in der Produktion verwendet werden zu können. Die Folge: Die Gläser mussten zunächst energieintensiv mit Dampf- und Wärmetauschern auf die erforderliche Temperatur gebracht werden. Die jetzt realisierte Abwärmenutzung führt zu einer spürbaren Kostenreduzierung.
Die Kompressoren weisen einen Abluftsammelkanal und eine integrierte Umluftklappe auf, so dass die Abwärme direkt in das Glaslager geleitet wird. Dort kann über ein Potenziometer die Raumtemperatur exakt geregelt werden. Wird keine Abluftwärme benötigt, gelangt die Abluft über einen Abluftschalldämpfer, der eine Absenkung um 20 dB (A) gewährleistet, nach draußen.
Für die Steuerung der Kompressoren kommt das System SAM 4/4 von Kaeser zum Einsatz. In Abhängigkeit vom tatsächlichen Luftverbrauch in der Produktion erlaubt die Steuerung ein störungsfreies Zu- und Abschalten der Kompressoren. Ferner hält sie den Solldruck im Kessel mit einer Genauigkeit von ± 0,1 bar konstant.
Konstante Druckluftmenge
Ein spezielles Druckhaltesystem gewährleistet auch bei schwankender Produktionsauslastung eine konstante Druckluftquantität. Bei Produktionsstillständen, beispielsweise an Wochenenden, lässt sich die Druckluftanlage dadurch ohne Probleme komplett abschalten. Besonders beim Wiederanfahren der Anlage zeigen sich die Vorzüge des Druckhaltesystems: Durch vorhandene Leckagen im alten Druckluftnetz im Werk geht der Druck gegen 1 bar. Würde nun die Verdichteranlage ohne Druckhaltesystem gestartet, hätte der Druckluftkessel einen Druck von etwa 1 bar. Die Folge: Die Steuerung würde alle Kompressoren veranlassen, Druckluft zu produzieren. Da kein Gegendruck anliegt, arbeiten die Kompressoren dabei gegen einen sehr geringen Druck. Das wiederum hätte zur Folge, dass die Kältetrockner und die Filter sehr stark überströmt würden. Der Kompressor würde nun versuchen, seinen Nenndruck von 7,5 bar zu erreichen und die Luft fast auf Schallgeschwindigkeit beschleunigen. Dies könnte zu Zerstörungen der Druckluftfilterelemente führen und den Drucktaupunkt der Kältetrockner nach oben treiben. Das dem Kessel nachgeschaltete Druckhaltesystem gewährleistet dagegen, dass der Kesseldruck nicht unter den Minimaldruck absackt. Werden nun nach einem Produktionsstopp die Maschinen langsam gestartet, öffnet sich der Kugelhahn nur so weit, dass der Kesseldruck nicht unter 6,5 bar fällt. Geht der Druck im Kessel unter unter diesen Grenzwert, schließt der Kugelhahn wieder, bis die Kompressoren den Kessel auf einen Maximaldruck von 7,5 bar gebracht haben. Die Regelung greift so lange, bis das gesamte Druckluftnetz auf Nenndruck ist.
Fernüberwachung per Modem
Die Kaeser-Steuerung SAM 4/4 und die Kaeser-Kompressoren sind busfähig, wobei Lutena in Absprache mit Göbber die Fernüberwachung per Modern in Rahmen eines Full-Service-Vertrags übernommen hat. Die gesamte Druckluftanlage wird von einem Drucktaupunktmessgerät überwacht. Die Drucktaupunktüberwachung, die Kompressoren sowie die Ableiter generieren potenzialfreie Störmeldesignale, die auf die Hauptschaltwarte geleitet werden.
dei 402
www.beko.de/
Unsere Whitepaper-Empfehlung
Neuen, klimafreundliche Wasserstoffwirtschaft
Teilen:







