
Für einen deutschen Fleischproduzenten hat Heinen Freezing drei Packfrost-Speicherfroster geliefert. Es handelt sich hierbei um die größten Kartonfroster, die das norddeutsche Unternehmen jemals gebaut hat. Jeder Froster hat ein Speichervermögen von ca. 400 t und eine Leistung von 20 t/h verpacktes Produkt.
Der Packfrost ermöglicht Lebensmittelproduzenten bereits in Kartons verpackte Produkte oder in E2-Kunststoffbehälter zwischengelagerte Halbfertigprodukte effizient zu kühlen oder zu gefrieren. In der Regel werden die Mehretagenspeicherfroster für die Aufnahme einer Tagesproduktion ausgelegt. Während der Nacht werden die Produkte gefroren und mit der darauf folgenden Tagesproduktion wieder ausgelagert.
Um dem anhaltenden Trend nach wachsenden Kapazitäten und Leistungen nachzukommen, hat Heinen das System in einigen wesentlichen Komponenten überarbeitet. Wurden in der Vergangenheit die Speicherfroster für einen Leistungsbereich von durchschnittlich 5 bis 8 t/h gebaut, fordern heute Anwender Leistungen jenseits von 20 t/h. Diese Leistung decken die Packfrost-Anlagen problemlos ab. Selbst Anlagen mit einer Gesamtleistung von bis zu 40 t/h hat Heinen erfolgreich realisiert.
Überdimensionales Regalsystem
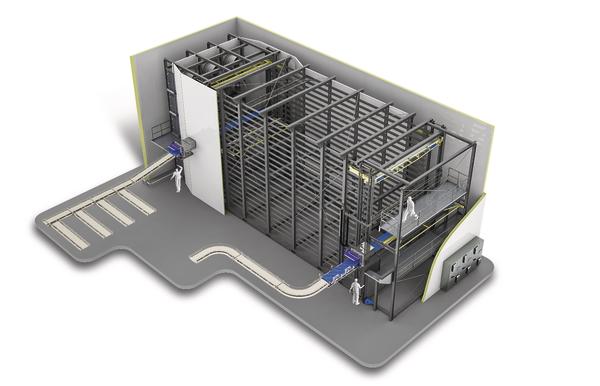
Der Packfrost ist als überdimensionales Regalsystem mit Produktträgern konzipiert. Letztere nehmen die Produkte auf. Über mehrere Staubahnen werden Kartons unterschiedlicher Größe sortiert auf die Produktträger geschoben. Im Fall des oben erwähnten Fleischproduzenten umfasst jede Anlage 610 Produktträger. Zum Ablauf: Das in Kartons oder in E2-Behältern befindliche Produkt kommt direkt aus der laufenden Produktion. Die Gebinde werden auf Staubänder aufgereiht und taktweise an die Aufgabebänder übergeben, wobei die vorbestimmte Kartonanzahl als Block ohne Zwischenabstand vom Aufgabeband übernommen und in den Froster hineintransportiert wird. Dabei ist es erforderlich, die unterschiedlich großen Kartons jeweils auf separaten Staubändern anzuliefern. Über ein Scannersystem werden die einzelnen Kartons erfasst und zugeordnet. Im Innern des Packfrost wartet ein leerer Produktträger auf dem Aufgabeelevator, um die Ladung von dem Aufgabeband aufzunehmen.
Modulares Anlagendesign
Anzahl, Größe und Anordnung der Kartons sind vorbestimmt und wurden vorab bei der Systemauslegung berücksichtigt. Unterschiedliche Produktträgergrößen und -breiten für eine ein- oder doppelreihige Belegung und ein Speichersystem, variabel in Anzahl der Etagen übereinander und der Anzahl der Produktträger hintereinander, gestatten ein modulares Systemdesign gemäß der Leistungs- und Platzvorgaben des Anwenders.
Ein wesentlicher Vorteil des Systems ist die Unabhängigkeit von Art und Größe der zu verarbeitenden Verpackung. Da die Produkte auf einem Träger in das System eingefahren werden, können auch empfindliche Kartonverpackungen ohne Beschädigungen gefrostet werden. Möglich ist ferner ein gleichzeitiges Kühlen und Frosten von unterschiedlichen Produkten in Kartons.
Im Inneren des Packfrost herrschen Temperaturen von -30 bis -35 °C. 24 Ventilatoren bewegen die kalte Luft, die so geführt wird, dass sie die Gebinde allseitig umströmt. Das gewährleistet einen hohen Wärmeübergang und eine gleichmäßige Gefriergeschwindigkeit. Durch eine optimierte Luftführung lassen sich außerdem die Druckverluste im gesamten System reduzieren. So haben die Heinen-Ingenieure beispielsweise die Anströmflächen und die Lamellenteilung des Luftkühlers so optimiert, dass der Druckverlust um ca. 25 % gesenkt werden konnte, was in letzter Konsequenz deutliche Energieeinsparungen auf Anwenderseite bedeutet.
Überwachung der Anlage
Mitfahrende digitale Farbbildkameras im Aufgabe- und Abgabebereich dokumentieren das Geschehen am und im Froster. Die Bilddaten werden an die Steuerzentrale weitergeleitet. Die Steuerung der Gesamtanlage übernimmt eine Simatic S7-400. Die Bedienung erfolgt über einen Touchscreen am Schaltschrank. Eine Anbindung an übergeordnete Produktionssteuerungssysteme oder via Modem an den Heinen-Diagnose-Computer ist möglich. Optional bietet Heinen auch das automatische Zustandsüberwachungssystem CondiMOT an. Es informiert rechtzeitig über notwendige Wartungsmaßnahmen, sodass genügend Zeit für deren Planung und Durchführung bleibt.
Die für den Fleischproduzenten realisierten Anlagen haben eine Leistung von jeweils 20 t/h. Um diese Leistung zu bewältigen haben die Froster eine Länge von ca. 38 m und eine Höhe von etwa 16 m. Das in den Anlagen umgesetzte EnergySAV-Konzept stellt einen sparsamen Energieverbrauch sicher. Ganz im Sinne einer hohen Betriebssicherheit werden alle Bewegungen der Elevatoren, Auf- und Abgabeschieber mithilfe von Servoantrieben mit Inkrementalgebern umgesetzt. Letztere sind über einen Feldbus miteinander vernetzt und können so vollständig überwacht werden.
prozesstechnik-online.de/dei1113431
EnergySAV-Konzept
> Energieverbrauch minimieren <
Das EnergySAV-Konzept von Heinen Freezing beinhaltet eine wärmelastabhängige Luftvolumenstromregelung, servogesteuerte Energiesparmotore, eine sequentielle Abtauung aller Verdampfer sowie Sensoren und Einrichtungen für eine optimale Positioniergenauigkeit. Dank des EnergySAV-Konzepts lassen sich die Hauptenergieverbraucher bedarfsorientiert regeln. Ihre Leistung richtet sich nach der tatsächlichen im System vorhandenen Wärmelast. Darüber hinaus kann durch die Erfassung der tatsächlichen Wärmelast die sequenzielle Abtauung in einen Zeitraum gelegt werden, in dem keine oder nur eine geringe Kälteleistung vom System gefordert wird. Dadurch wird gewährleistet, dass bei einem erneuten Ansteigen der Wärmelast die volle Leistung zur Verfügung steht und keine Energie in vereisten Lamellen verloren geht.
Teilen:







