


Was macht den Umgang mit Pulvern, Stäuben und Granulaten so schwierig? Während sich das eine Produkt leicht abfüllen lässt, neigt das nächste dazu, Brücken zu bilden, und ein anderes schießt wiederum wie eine Flüssigkeit durch die Leitungen. Es gibt Schüttgüter, die sich bei identischen Abfüllversuchen immer wieder unterschiedlich verhalten oder – schlimmer noch – erst beim vierten Abfüllversuch ins Stocken geraten und damit alle bisherigen Erkenntnisse zunichte machen. Meistens unterscheiden sich Partikel dabei nur minimal in der Größe und an der Oberfläche, sodass Abfüll- und Dosiervorgänge schlecht vorhersehbar sind.
Dosieren und verschweißen
Um das Verhalten von Schüttgütern richtig einschätzen zu können, ist also viel Erfahrung gefragt. „Genau diese konnten wir in über 50 Jahren seit Unternehmensgründung in der Entwicklung und Konstruktion von Dosier- und Verpackungsschweißtechnik unter Beweis stellen“, erklärt Simon Brantschen, Mitglied der Geschäftsleitung der Burgener AG im schweizerischen Visp am Fuße des Matterhorns. „Diese Erfahrung führte dann zu dem Auftrag eines globalen Herstellers chemischer Zusatzstoffe, eine maßgeschneiderte vollautomatische Verpackungslinie zu realisieren.“
Kennzeichen dieser Anlage ist die vollautomatische Verkettung der einzelnen Stationen, schnelle Durchlaufzeiten von einem
bis zwei Gebinden pro Minute und hygienisches Design. „Zum erfolgreichen Anlagenkonzept tragen dabei auch die Komponenten von Festo bei“, so Brantschen. „Diese sind dabei essenzieller Teil mehrerer Handhabungseinheiten und unterstützen das hygienische Design der Anlage durch ihre Ausführung in Edelstahl an kritischen Stellen.“
Kunststoffbeutel in Boxen
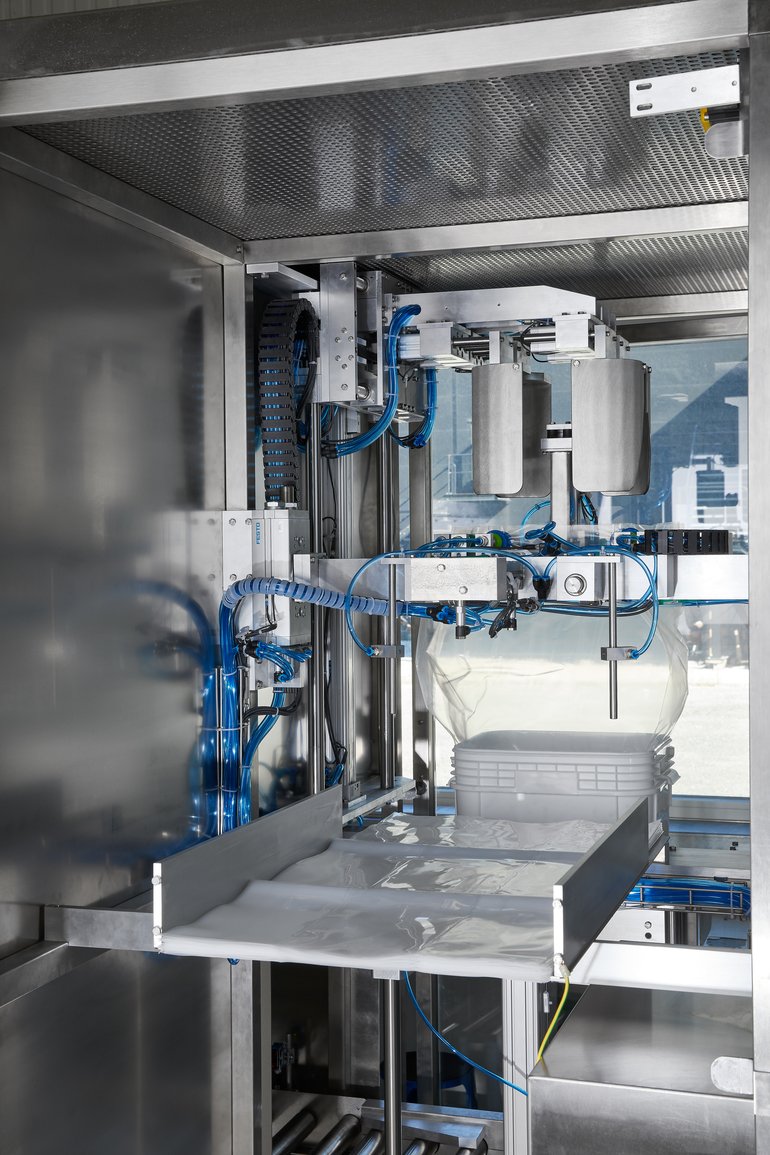
Die erste Station vereinzelt die ineinandergestapelten Boxen. In der zweiten Station werden diese für die nachfolgende Befüllung vorbereitet. „Jedes Gebinde muss intern mit einem Kunststoffbeutel ausgeschlagen werden“, erläutert Brantschen. Dazu entnimmt ein Handlingsystem mit Parallel- und Vakuumgreifern die Beutel aus einem Zuführmagazin. Diese werden aufgeblasen und finden in einer zuvor vorbereiteten Box ihren Platz.
Dabei wird der Beutel mit der Krempe über den Rand der Box gestülpt. Um das Greifsystem zu den Kunststoffbeuteln schwenken zu können, ist das Handhabungssystem mit einem DRRD-Schwenkantrieb sowie mit kolbenstangenlosen Antrieben DGC-K und Kompaktzylindern ADN und ADNGF ausgestattet. Allen pneumatischen Antrieben gemein ist die Zugehörigkeit zum Festo-Kernprogramm. Produkte aus dem Kernprogramm decken 80 % aller Automatisierungsaufgaben ab.
Die an der Stelle zum Aufblasen der Beutel benötigte Luftmenge wird mit einem Drucksensor Spau gemessen. Hierbei handelt es sich um einen intelligenten Drucksensor mit frei programmierbarem Schwellwert- oder Fensterkomparator. Sein großer Funktionsumfang für nicht korrosive Gase umfasst die Netzüberwachung, Reglerüberwachung, Vakuummonitoring, Dichtheitsprüfungen und die Objekterfassung. Über IO-Link sind auch Fernwartung und -parametrierung sowie ein einfacher Sensorenwechsel möglich.
Rückwärtskontamination vermeiden
Der Bestückungs- und Aufstülpvorgang verleiht der Anlage zusätzliche Komplexität, die auf den ersten Blick nicht notwendig erscheint. Brantschen dazu: „Leider kommen wir um diese Bestückungs- und Aufstülpstation nicht herum, denn nur auf diese Weise kann der an der Stelle in den Behälter eingebrachte Beutel eine mögliche Rückwärtskontamination des chemischen Zusatzstoffes durch die Kunststoffboxen vermeiden, die mehrfach im Einsatz sein werden.“
Per Fördertechnik erreicht das Gebinde mit dem aufgestülpten Kunststoffbeutel die Dosierstation. Hier wird der chemische Zusatzstoff in den in der Box eingelegten Beutel in einem zweistufigen Befüllprozess befüllt. Der Grobstrom sorgt dabei für ein schnelles Einfüllen des Pulvers. Nach Erreichen einer definierten Zielmenge schaltet der Grobstrom ab und der nachfolgende Feinstrom dosiert mit einer Genauigkeit von ±20 g die gewünschte Füllmenge.
Hygiene gefragt
Die vierte Station verschließt den befüllten Beutel. Hier wendet Burgener das Impulsschweißverfahren an. Doch bevor ein Beutel verschweißt wird, evakuieren Sauglanzen die Restluftmenge aus den Beuteln und verkleinern damit das Volumen der Beutel. Daraufhin kann der obere Rand der Beutel mit einem komplexen Aufspreiz-Handling in Form gebracht und zusammengepresst werden. Für die Spreizung und Klemmung sorgen dabei die CRDSNU-Rundzylinder aus Edelstahl, die im leicht zu reinigenden Clean Design ausgeführt sind. Zusätzliche Laminarflow-Belüftungseinheiten entlang der gesamten Produktionslinie stellen die hygienische Prozessführung sicher.
Nach dem Schweißvorgang führt in der fünften Station ein Handlingsystem der Box einen Deckel zu und verschließt diese mit entsprechendem Druck. Auch dieses Handling umfasst mehrere robuste Normzylinder DGSC sowie kolbenstangenlose Antriebe DGC, die beide zum Kernprogramm von Festo gehören. Der DGC zeichnet sich durch seine Präzision, Führungssicherheit und Belastbarkeit aus.
Auf Nummer sicher
Bei einer so komplexen Anlage darf die Maschinensicherheit nicht außer Acht gelassen werden. Daher hat Burgener die einzelnen Anlagenmodule mit Wartungsgeräten aus-gestattet, die mit dem Sicherheitsventil MS6-SV bestückt sind. Sie bieten Schutz für Mensch und Maschine, indem sie bei einem plötzlichen Not-Halt sicherheitskritische Anlagenteile schnellstmöglich entlüften, energielos schalten und damit in einen
sicheren Zustand bringen. Die an der Stelle eingesetzten MS6-SV-Ventile verfügen auch über eine integrierte Druckaufbaufunktion, mit deren Hilfe Anlagen in kontrollierter und sicherer Weise aus dem energielosen Zustand angefahren werden können.
„Mit der Anlage und den darin verbauten Automatisierungskomponenten von Festo schaffen wir es, eine komplexe Aufgabe unkompliziert zu lösen“, freut sich Brantschen und ergänzt: „Dabei unterstützen uns auch die Automatisierungskomponenten von
Festo: Sie sind innovativ, langlebig, robust und weltweit verfügbar – das bietet uns als global agierendem Anlagenbauer ebenso
Sicherheit und Zuverlässigkeit.“
Suchwort: phpro0219festo
Halle 4, Stand 161

Autor: Christopher Haug
Customer Magazine and Technical Press,
Festo








