



Für einen amerikanischen Kunden hat Bausch+Ströbel eine Hightech-Verarbeitungsanlage für Vials geplant und gebaut. Mit einer Leistung von bis zu 36 000 Vials/h werden die Arbeitsgänge Reinigen, Sterilisieren, Füllen und Verschließen, Kontrollieren und stückzahlgenaues Magazinieren bewerkstelligt. Die rund 40 m lange Anlage soll im Sommer ausgeliefert werden. Derzeit belegt sie noch einen großen Teil der Montagehalle in Ilshofen.
Rund zwei Jahre betrug die Zeitspanne für Projektierung, Planung, Fertigung und Montage der etwa 10,5 Millionen Euro teuren Anlage. Dabei entfielen rund 3,5 bis 4 Millionen Euro auf den von Skan gelieferten Isolator, den die am Projekt beteiligten Ingenieure scherzhaft „die Blechkiste“ nennen.
„Erste Vorgespräche führten wir bereits 2006“, erinnert sich Dipl.-Ing. Werner Wieland, Konstruktionsleiter bei Bausch+Ströbel. „Der Kunde hatte sehr genaue Vorstellungen von der Abfüllanlage. Sie sollte über einen Isolator der Reinheitsklasse A verfügen, mehrere voneinander unabhängig arbeitende Füllsysteme besitzen und bei Chargenwechsel CIP-/SIP-reinigbar sein.“ Die Auftragsvergabe erfolgte im Mai 2007, der FAT im Dezember 2009. Nach der Auslieferung im Sommer 2010 wird die Anlage ihren Produktionsbetrieb Ende 2012 aufnehmen. „Der enorme Preis der Medikamente von bis zu 2000 Dollar pro ml gab letztendlich den Ausschlag bei der Auftragsvergabe, da unsere Anlagen eine sehr hohe Dosiergenauigkeit besitzen und die Produktrestmenge im Chargenbehälter äußerst klein ist“, erklärt Wieland.
Bis zur Auslieferung wird das pharmazeutische Fachpersonal des Kunden auf der Anlage eingelernt und intensiv geschult. Dabei werden Testläufe im Echtbetrieb und Produktionen mit dem Originalprodukt auf der Anlage gefahren. Abgefüllt werden auf der Anlage unter anderem Hormonpräparate und gentechnisch hergestellte Proteine für die Krebsbekämpfung.
„Während der Planungs- und Produktionsphase haben wir insgesamt drei Mock-ups der Anlage hergestellt. Mock-ups sind 1:1-Modelle aus Holz und werden vornehmlich in der Luftfahrtindustrie eingesetzt. Bei uns dient das Modell vor allem dazu, um zu prüfen, ob alle kritischen Stellen innerhalb des Isolators von außen über die Handschuhe erreicht werden können“, erläutert Wieland. Ausgelegt auf die Verarbeitung von vier unterschiedlichen Objektgrößen – 3, 5, 10 und 20 ml – kommt die Anlage im Füllbereich mit nur einem Format für die Objekthalterung aus, was bei einem Formatwechsel eine Zeiteinsparung bringt.
Intensive Reinigung und Sterilisierung
Den ersten Arbeitsschritt in der Produktionslinie stellt die Nassreinigung der Vials dar. Die Aufgabe der Vials erfolgt massenweise über ein Zuführband, dem zwei Auspackvorrichtungen für die Objektpakete in einem separaten Raum vorgeschaltet sind. Damit gelangen die Objekte in den Reinigungsbereich. Mit einem Spül-Sprühsystem werden die Vials intensiv innen und außen mit verschiedenen Medien während des kontinuierlichen Durchlaufs an sechs Stationen gereinigt.
Die gereinigten Objekte werden von der Reinigungsmaschine direkt auf das Transportband des Sterilisiertunnels übergeleitet. Die Stauschalteinrichtung am Tunneleingang garantiert dabei den störungsfreien Eintransport sowie die Synchronisation mit der vor- und nachgeschalteten Maschine. Während des Durchlaufs durch die Tunnelröhre erfolgt der Sterilisier- und Depyrogenisierprozess. Dabei passieren die Vials drei Zonen, in denen die Objekte angewärmt, sterilisiert und für die Verarbeitung im nachfolgenden Sterilbereich verarbeitungsgerecht abgekühlt werden. Ein LF-optimierter Drehteller am Tunnelauslauf dient als Puffer zwischen Sterilisiertunnel und Füll- und Verschließmaschine, gleichzeitig bildet der Drehteller die Zuführung in das Individualtransportsystem bzw. den Einlaufbereich der Füll- und Verschließmaschine.
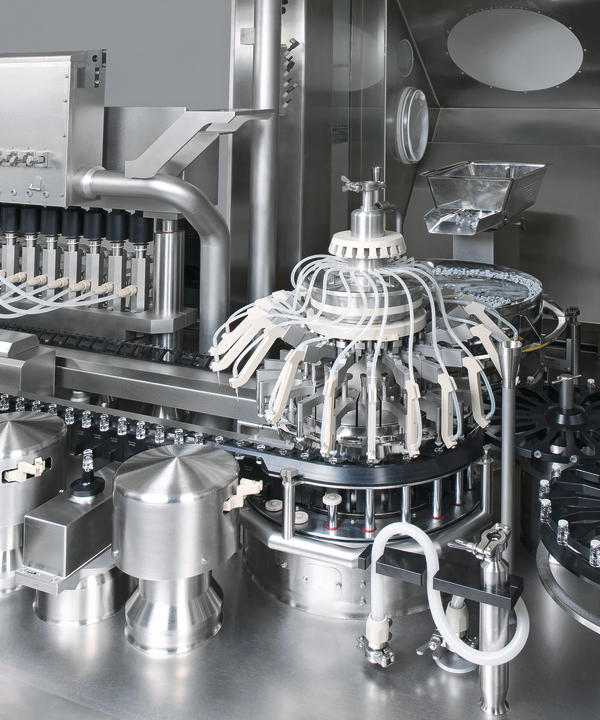
Zwei Dosierverfahren installiert
Die Füll- und Verschließmaschine arbeitet zwölfstellig und ist mit zwei Dosierstationen ausgestattet. So kann der Dosiervorgang mit zwölf ventillosen Drehkolbenpumpen oder alternativ über ein Zeit-Druck-Dosiersystem bewerkstelligt werden. Damit hat der Kunde die Wahlmöglichkeit, das jeweils optimale Dosierverfahren für unterschiedliche Produkte einzusetzen. Vorzugsweise wird bei Biotechnologieprodukten mit langen Molekülketten das besonders produktschonende Zeit-Druck-Dosierverfahren eingesetzt. Bei Produkten mit der Präferenz auf höchste Dosiergenauigkeit kann die Dosierung über ventillose Drehkolbenpumpen erfolgen. Das Zeit-Druck-Dosiersystem ist doppelt vorhanden. Somit kann während der laufenden Produktion mit dem Zeit-Druck-Dosiersystem I das zweite Zeit-Druck-Dosiersystem gereinigt, sterilisiert und für nachfolgende Produktionen vorbereitet werden. Dies garantiert die effiziente Belegung der Produktionsanlage, auch bei der Verarbeitung kleiner und unterschiedlicher Chargen.
Bei Chargen- oder Produktwechsel können über das eingebaute CIP-/SIP-System sämtliche produktführenden Teile ohne Aus- und Wiedereinbau gereinigt und sterilisiert werden. Dazu werden die Dosiernadeln automatisch in den CIP-SIP-Nadelbehälter eingefahren, alle weiteren zur Reinigung und Sterilisierung erforderlichen Positionen in den Dosiersystemen werden nach Abruf programmgesteuert angefahren, überwacht und dokumentiert.
Über die Inprozesskontrolle (IPC) erfolgt die permanente Überprüfung der Dosiermenge. Dabei ermitteln zwei elektronisch gesteuerte Präzisionswaagen durch Tarawiegung – vor der Dosierung – und Bruttowiegung – nach dem Dosiervorgang – die effektive Füllmenge. Dazu wird aus der laufenden Produktion programmgesteuert ein Objekt entnommen und nach der Ermittlung des Taragewichts wieder in das Transportsystem eingeschleust und gefüllt. Unmittelbar nach der Dosierung erfolgt auf die gleiche Weise die Bruttogewichtsermittlung desselben Vials. Das aus diesem System ermittelte Nettogewicht bildet die Grundlage für die elektronische Dosiermengensteuerung, die bei Bedarf mit der automatischen Korrektur zum Sollwert reagiert. Über sämtliche mit der Inprozesskontrolle überprüften Objekte wird eine Dokumentation mit statistischer Auswertung erstellt. Das System arbeitet in dieser Anlage mit einer vierprozentigen Prüfquote ohne Leistungseinbuße der Produktion von 600 Vials pro Minute.
Nach der Befüllung werden die Objekte mit Gummistopfen verschlossen. Das Verschließaggregat setzt die Stopfen zentriert in die Vialmündung ein, es arbeitet ebenso wie der Füllprozess kontinuierlich. Außerdem erfolgt unmittelbar vor und während des Einsetzens der Stopfen eine Begasung des Objektinnenraums. Die Stopfenzufuhr erfolgt über die Transportkombination Vorratsbunker/Sortiervibrator. Damit wird eine optimale, der Maschinenleistung angepasste, bedarfsgerechte Stopfenmenge im Sortiervibrator für den Verschließvorgang bereitgestellt. Gleichzeitig gewährleistet das System eine partikelarme Verarbeitung im Sterilbereich.
Individueller Transport
Der Weitertransport zur Bördelmaschine erfolgt in Vakuum-Transporträdern, in denen die Objekte einzeln gehalten werden. In der Bördelmaschine schleppen die Vials aus dem Zuführkanal die Bördelkappen an der Übernahmestelle ab, der nachfolgende Bördelvorgang erfolgt kontinuierlich während des Durchtransports. Dabei werden die Objekte sicher gehalten und rotierend durchtransportiert, bei kontinuierlicher Kontrolle der Bördeldruckhöhe.
Ein weiteres Transportelement im Individualtransportsystem bildet die Transportkette, in der die Objekte zur Druck- und Inspektionsmaschine befördert werden. Die Bedruckung der „Flip-Off-Kappe“ kann sowohl seitlich als auch oben erfolgen und somit jedes einzelne Objekt individuell gekennzeichnet werden. Anschließend wird die Verschließqualität und die Verschlussbedruckung per Kamerasystem geprüft. Der Individualtransport bei jedem Arbeitsschritt und im gesamten Transportweg ab Einlauf Füll- und Verschließmaschine ermöglicht so die Rückverfolgbarkeit jedes einzelnen Vials einer Produktion (Track and Trace).
Den letzten Arbeitsschritt der Produktionslinie stellt die Magazinierung der verarbeiteten Vials dar. Entsprechend der Ausbringungsleistung im Füll- und Verschließbereich ist die Anlage mit zwei Magaziniereinheiten ausgerüstet. Für die massenweise Entnahme der Objekte werden diese in Magazine ausgeschoben. Ein Kamerasystem überwacht dabei die stückzahlgenaue, geordnete Befüllung. Die Magazine dienen anschließend als Aufgabemedium für weitere Arbeitsschritte im Sekundärverpackungsbereich (Prüfung, Etikettierung, Kartonverpackung etc).
Eine komfortable Anlagensteuerung bewirkt die stationsweise Zuordnung, sodass in der Magazinierheit I alle Objekte gesammelt werden, die an ungeraden Dosierpositionen gefüllt wurden. Objekte aus geraden Dosierpositionen werden in die Magaziniereinheit II transportiert.
Garant für Sterilität
Durch den Einsatz eines Reinraumisolators, der die Sterilzone im Füll- und Verschließbereich einhaust, wird die Sterilität des abzufüllenden Produkts in diesem Bereich absolut gewährleistet. Die Einbringung von Verbrauchsmaterial wie z. B. Stopfen erfolgt über sterilitätserhaltende Schleusen (Alpha-Beta-Ports).
Hilfsmittel wie Werkzeuge, Petrischalen etc. werden über eine Materialtransportschleuse gesondert in den Isolator eingebracht. Das System zeichnet sich durch einfaches Handling und sehr kurze Sterilisierzeiten aus. Handschuheingriffe erlauben manuelle Zugriffe im Sterilbereich, ohne dabei die Sterilität zu beeinträchtigen.
Die gesamte Anlage – vom Reinigungs- über Sterilisierungs-, Füll- und Verschließ- sowie den Magazinierungsprozess – verfügt neben der oben bereits erwähnten IPC (Inprozesskontrolle) eine Vielzahl weiterer Prüfstationen, die den pharmagerechten, sicheren Betrieb während des Produktionsablaufs steuern und überwachen. Über ein komfortables Betriebsdokumentationssystem sind sämtliche Produktionsdaten einschließlich aller Fehlermeldungen und Bedienerzugriffe lückenlos speicher- und dokumentierbar.
Online-Info www.pharmaproduktion.com/0110442
Optimal auf die Bedürfnisse abgestimmt

Isolatortechnologie
Der maßgeschneiderte Isolator wird nach aktuellen GMP-Regeln und den spezifischen Bedürfnissen des Anwenders gebaut und auf die Fülllinie aufgesetzt. So werden während des Engineerings eines Isolatorenprojektes alle bedienungs- und produktionstechnischen Faktoren genau abgeklärt, definiert und entsprechend umgesetzt. Um möglichst allen Punkten Rechnung zu tragen, lassen sich 1:1-Modelle bauen, um diese möglichst authentisch zu testen.
In diesem Fall wird der Isolator direkt mit dem vollautomatischen Sterilisiertunnel, in dem die Vials getrocknet, sterilisiert und depyrogenisiert werden, verbunden. Eine automatische Stopfenaufbereitungsanlage versorgt die Fülllinie im Isolator mit sterilen Stopfen. Danach werden die Vials durch ein „Mouse-Hole“ zur Verschließmaschine befördert, die sich im angedockten RABS (Restricted Access Barrier System) befindet.
Um eine möglichst große Flexibilität und lange Produktionszeiten zu erreichen, wurde der Isolator zusätzlich mit einer schnellen H2O2-Schleuse ausgerüstet. Diese gewährleistet, dass diverse, nicht autoklavierbare Materialien steril in den Isolator ein- und ausgeschleust werden können.
Ist die Fülllinie soweit eingerichtet und produktionsbereit, wird der Isolator geschlossen und automatisch auf Leckagen getestet. Danach werden per Knopfdruck sämtliche Oberflächen im Isolator durch das Verdampfen von H2O2 (Wasserstoffperoxid) dekontaminiert und auf eine definierte Restkonzentration (0,5 bis 1 ppm) heruntergespült. Diese sogenannte Zykluszeit beträgt in der Regel einige wenige Stunden.
Als besondere Spezialität bei diesem Projekt reagiert das abzufüllende Produkt sehr empfindlich auf H2O2. So haben die Spezialisten von Skan zahlreiche Versuchsreihen durchgeführt, um die zulässige H2O2-Restkonzentration im Isolator zu bestimmen.
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







