

100 000 Brötchen pro Stunde sind normalerweise kein Fall für eine flexible Automation. Warum eigentlich nicht? Den Kunden überzeugte die Lösung. Statt aufwendiger Mechanik übernehmen Roboter die Handhabung zwischen Backen und Verpacken von Hotdog-Brötchen in vier Produktionslinien.
Aus Afrika erhielt ASA Automatisierungs- und Fördersysteme den Auftrag für eine Anlage zum Verpacken von Hotdog-Brötchen. Traditionell hätte die Konstruktionsabteilung die Anlage mit Kipp- und Rückzugsbändern entwickelt. Aber dann fiel der Satz, der viel Konstruktionsaufwand, Mimik und Peripherie sparen sollte: „Es muss doch auch einfacher gehen.“ Und es geht einfacher, wie sich an der fertigen Anlage zeigen lässt.
Die Aufgabenstellung, so erinnert sich der ASA-Geschäftsführer Mario Krämer, habe der Kunde sehr einfach formuliert: „Aus zwölf Tonnen Teig pro Stunde möchte ich Hotdog-Brötchen herstellen.“ Solche Massen sind nur mit einer rund um die Uhr laufenden Anlage zu bewältigen. Aufsummiert sollen auf der Anlage rund 300 Tonnen Teig am Tag verarbeitet werden. Für die Logistik heißt das, dass fast 100 Lkw pro Tag die Hotdog-Brötchen abholen. Von einfach bis knifflig waren die technische Auslegung und die Konfiguration der Anlage zu bewältigen. Das ASA-Engineering war gefragt: Wie soll die Anlage aussehen? Wie sollen die Brötchen verpackt werden? Wieviele Varianten soll es geben?
Immerhin sind die Brötchen schon vorgebacken, wenn sie in den Arbeitsbereich der ASA-Anlage kommen. Eine grundlegende Frage war schnell gelöst. Die Masse von 100 000 Brötchen pro Stunde wird auf vier mehr oder weniger identische Anlagen verteilt, die je 25 000 Brötchen pro Stunde bewältigen.
Referenzen sind gefragt
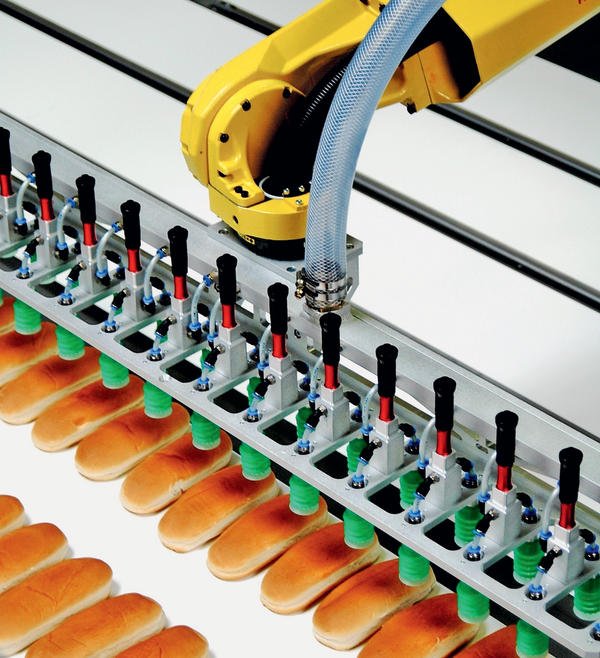
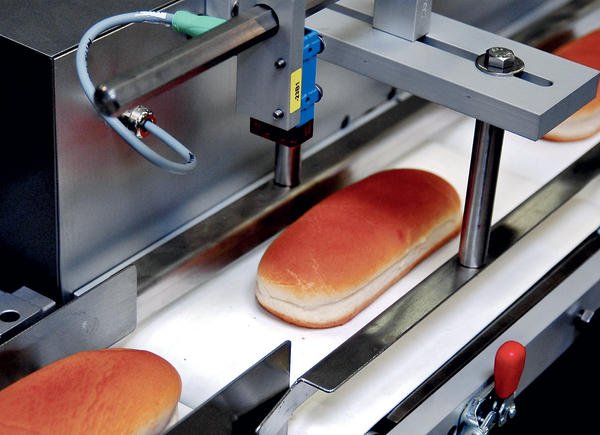
Für den Kunden passte es gut ins Bild, dass ASA Referenzanlagen in der Schokoladenindustrie nennen und eine auf den Kunden zugeschnittene Simulation im Vorfeld zeigen konnte. Nur: Schokoladetafeln sind flach, haben immer die gleiche Form und fallen vor allem beim Transport nicht um. Nicht so die Hotdog-Brötchen. Weil sie rund und leicht sind, drehen oder überschlagen sie sich auch leicht. Jedenfalls liegen sie nie eindeutig definiert auf dem Förderband, wie es der Roboter gerne hätte. Etwa 200 mm sind die Brötchen lang bei einer Masse von durchschnittlich 120 g. Übernommen werden die Brötchen von 1,2 m x 1,2 m großen Backblechen. Darauf werden in fünf Reihen je 16 Brötchen gebacken. Konventionell hätte man die Brötchen vom Backblech geschoben, mit mehr oder weniger aufwendigen, mechanischen Vorrichtungen geordnet und dann zur Verpackungsmaschine hin vereinzelt. Solche, meist formatabhängigen Vorrichtungen sind nicht ganz einfach einzustellen und erfordern sehr viel Fingerspitzengefühl bei einer eventuellen Formatumstellung. Vor der Roboterstation werden die Brötchen an einer Art Ausrichtschwert griffgerecht aufgereiht. Dann nimmt der Roboter die Reihe Brötchen und setzt sie auf den Förderbändern in Richtung Flowpack-Maschine ab. Dabei werden die Brötchen so positioniert, dass sie über flexible Scharnierbandbänder direkt der Einzelverpackung zugeführt werden.
Mit produktspezifischem Greifer
Die Entscheidung für einen Roboter war deshalb schnell getroffen. Mario Krämer: „Die Mimik durch einen Roboter zu ersetzen, ist unserer Ansicht nach der beste, sicherste und sauberste Weg, die Aufgabe zu lösen.“ In der gewählten Kombination Roboter mit Fördertechnik ist das Konzept dieser Anlage bei ähnlichen Stückzahlen und einigermaßen vergleichbaren Eigenschaften durchaus auf andere Produkte übertragbar. Bei der Auslegung des 16-fach-Greifers allerdings war das Know-how der Entwickler gefragt. Selbst die nur 120 g schweren Brötchen neigen dazu, beim Schwenken des Roboters mit nahezu Maximalgeschwindigkeit der Fliehkraft zu gehorchen. Beim Greifer war daher eine Spezialentwicklung gefragt.
Nicht nur auf der Entwurfs- und Entwicklungsseite setzt man bei ASA auf Kompetenz im eigenen Haus. Bewusst setzt das Unternehmen auf eine hohe Fertigungstiefe. Zum einen sind so die Wege bei Änderungen kurz, zum anderen stimmt die Qualität in der Gesamtanlage. Krämer: „Man kann sagen, dass die ganze Anlage nahezu ohne Zukaufteile von uns gebaut wurde.“ Standardkomponenten wie Roboter, Steuerungsbausteine oder Förderantriebe zählen dabei zur Konfektionsware, die mit der Erfahrung aus vielen Anlagen beschafft wird. Dazu gehört auch das hauseigene Scharnierbandkettensystem der Baureihe Carryline, das sich in vielen Anlagen bewährt hat und das ASA seit Jahren im Programm hat.
Aus all diesen Erfahrungen heraus macht ASA auch den Steuerungsbau samt Programmierung und Visualisierung selbst. Schaltschränke stammen ebenfalls aus der eigenen Fertigung.
Auslegung der Anlage
Eine zentrale SPS steuert die Anlage. Die Robotersteuerung arbeitet untergeordnet. Bei der Auswahl des Fanuc-Roboters M-20iA waren Reichweite und Geschwindigkeit die bestimmenden Kriterien. In der Variante mit langem Arm hat der Roboter eine Reichweite von 2010 mm. Zunächst sollte eine „klassische“ ASA-Pick&Place-Zelle mit hängendem Roboter gebaut werden, wie Mario Krämer bemerkt. „Bei unseren Zellen mit LR Mate- oder auch Deltarobotern, beispielsweise dem M-3iA/6S, sind die Roboter normalerweise hängend angeordnet. Damit haben wir und unsere Kunden gute Erfahrungen gemacht.“ Bei der Hotdog-Anlage habe sich im Engineering jedoch ergeben, dass man die Reichweite vergrößern kann, indem der Roboter auf einen Sockel montiert wird. Zudem lässt sich in der gewählten Konfiguration die Geschwindigkeit besser ausnutzen. Solche Limits werden im Engineering von ASA immer wieder durch Einsatz der Simulationstechnik ausgelotet. „Bei Anlagen wie dieser gehen wir zwar meist ans Limit, aber nicht darüber hinaus“, verweist Mario Krämer auf einen unter Life Cycle-Aspekten wichtigen Punkt. „Schließlich sollen die Anlagen auch dauerhaft zuverlässig arbeiten.“ Da die vier Hotdog-Anlagen nach Afrika gehen, zählt die Zuverlässigkeit doppelt. Das gilt auch für die in der Anlage steckende Sensorik. Positionen werden über einfache Sensoren abgefragt. Auf Kamera und Linetracking wurde verzichtet. Funktionen des Roboters lassen sich per Fernwartung überwachen und pflegen. Sollte es tatsächlich ein Problem vor Ort geben, kann der Service über einen VPN-Tunnel auf den Roboter zugreifen und sich mit dem Problem befassen.
Und noch ein anderes Beispiel verdeutlicht, welche dauerhafte Vereinfachungen der Instandhaltung sich bei geringem Mehraufwand realisieren lassen. Die Transportbänder haben einen Reißverschluss. Diese Lösung erleichtert dem Betreiber den Wechsel. Der alte Gurt lässt sich einfach abziehen und der neue Gurt aufziehen. Die Mechanik braucht dazu nicht zerlegt werden. Lediglich Antriebs- und Umlenkrollen müssen eingestellt werden, sodass der Gurt in der Spur läuft.
prozesstechnik-online.de/dei0512404
Unsere Webinar-Empfehlung

Die Websession „Wasserstoff in der Chemie – Anlagen, Komponenten, Dienstleistungen“ (hier als Webcast abrufbar) zeigt technische Lösungen auf, die die Herstellung und Handhabung von Wasserstoff in der chemischen Industrie sicher machen und wirtschaftlich gestalten.
Ob effizienter…
Teilen:







