
Extrud-O-Mix low-to-medium-pressure extruders produce uniform, free-flowing and dustless pellets. They will accept plastic masses or generate them with continuous internal mixing of solids and binder prior to extrusion.
Dipl.-Ing. Berthram Mak
Anzeige

In einer Ära, in der die Chemieindustrie mit den Herausforderungen des Klimawandels und der Notwendigkeit einer nachhaltigen Entwicklung konfrontiert ist...
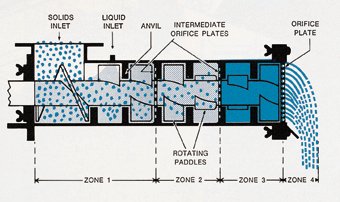
The Extrud-O-Mix(r) has a single horizontal shaft, carrying rows of hammers arranged in a spiral pattern that moves the material through the chamber. Stationary anvils attached to the housing are inserted between the rotating hammers. Material ranging from light and medium-stiff pastes to heavy plastic-like doughs and putty are fed into the housing at one end and forced forward by the rotating hammer until it comes in contact with the stationary anvil. As the hammer passes the anvil, a portion of the material is moved forward, and the remainder lags behind. The action of the anvil prevents the material from rotating with the shaft. Thus, the effect of the unit is to give a continuous kneading, mulling and mixing action. Various orifice plates and extrusion dies may be installed within the barrel and the discharge end of the unit to vary the mixing action. Dies of various shapes and sizes can be used to extrude material into various sizes and shapes.
Process considerations
There are several factors that influence the performance of the Extrud-O-Mix, such as material conveyance, material heat sensitivity, orifice plate design and binder selection. During the process of conveying the material toward the discharge dieplate, the liquid binder is mixed onto the surfaces of the solid material. Particle size, bulk density, product tackiness, and rotor speeds all have an influence on conveyance of the material. Heat sensitivity dictates special considerations in the design of the Extrud-O-Mix. The heat produced during extrusion can be dissipated by a cooling jacket on the body, boring the rotor shaft for circulation of cooling media, the use of larger orifice plates, and reduced operating speed. Heat sensitivity results in a conflict between the removal of heat and the mechanical energy necessary to extrude the material. Product formulation can be modified to add a higher level of binder to in-crease the lubrication and decrease the energy necessary for extrusion.
Extruder design
The Extrud-O-Mix can be designed with as many as three orifice plates. They can be located in two positions internally in the closed section of the body, and at the discharge end. Internal orifice plates are sized for each application. They are used to constrict the conveyance and, therefore, increase the amount of mixing of product and binder. The end orifice plate is the final control of the amount of mixing of product and binder and determines the final product size. Factors such as plate thickness, total open area, hole size and the length-to-diameter ratio are major considerations in determining the proper end plate design.
In order to obtain an extrudable plastic mass, a binding agent is used. The type of binder used has an influence on the design and process. The most common type of binding system is aqueous with the possible addition of surfactants for wetting. Melt binding systems are also used with the binder added in molten or powdered form. The melt system depends on the mechanically generated heat of extrusion to melt the binding system. Solutions, slurries, waxes; oils are also common binders and lubricants.
Dust-free particles
The Extrud-O-Mix is used to form cylindrical pellets with diameters ranging from 1.5 to 6.0mm, where good dispersion and a dust-free particle is desired.
Many organic chemical additives which are handled in a dry form require fine grinding to obtain the required reactivity. Because of the small particle size, the materials are dusty and, depending on the nature of the material, may pose a health risk. Compacted products, including those extruded in high-pressure systems, generally have poor mechanical dispersion and dissolving rates. The Extrud-O-Mix uses the minimum force necessary to obtain a particle with good integrity. In many cases, the extruded product must be dried to remove moisture. Most often, a fluid bed dryer is used to provide gentle handling of the material while removing any dust that is generated during the drying process. The dust is collected and returned to the extrusion process. The other range of applications is defined as continuously mixed liquids or powders in highly viscous materials.
Hosokawa Schugi
Fax: ++31/320/22 30 17
Further information cpp-205
Unsere Whitepaper-Empfehlung

Wasserstoff gilt als Schlüssel für die Dekarbonisierung der Chemieindustrie. Doch die Nutzung des vermeintlichen Hoffnungsträgers Hydrogen birgt auch Gefahren und stellt die Branche vor neue Herausforderungen, die das gratis Whitepaper „H2 wie Hoffnungsträger?“ näher für Sie…
Teilen:







