


Käsereien verfügen über hochmoderne Technologien, um eine konstant hohe Qualität der Erzeugnisse sicherzustellen und Produktionsschritte zu vereinfachen. Die Obersteirische Molkerei gibt Einblicke in ihr Reifezentrum, in dem seit 2014 ein fahrerloses und vollautomatisches Transportsystem vielfältige Aufgaben übernimmt.
Die Käseherstellung hat in der österreichischen Obersteiermark Tradition. Im Zentrum der obersteirischen Milchwirtschaft, nämlich den Orten Knittelfeld, Kapfenberg und Spielberg, trifft bei der Obersteirischen Molkerei eGen – kurz OM – Überlieferung auf Innovation. Die Genossenschaft wird jährlich mit 150 Mio. kg bester Rohmilch beliefert.
OM, mit Unternehmenshauptsitz in Knittelfeld, gehört zu den wichtigsten Molkereibetrieben Österreichs. 2013 erwirtschafteten etwa 190 Mitarbeiterinnen und Mitarbeiter an allen drei Standorten einen Umsatz von rund 93 Mio. Euro. Eines der Standbeine der Obersteirischen Molkerei ist neben der Frischmilchproduktion (Frischmilch, Joghurt, Schlagsahne, Sauerrahm) die Herstellung von Hart- und Schnittkäse, darunter Murtaler, die mehrfach prämierten Hartkäse Steirischer Bergkäse und Erzherzog Johann und Steirerkäse. Etwa 5000 t der geschätzten Käsespezialitäten stellt OM in einem Jahr her. Der Käse wird in Knittelfeld in der sogenannten Käseküche produziert, gelangt dann in ein Salzbad – ebenfalls in Knittelfeld – und wird dann als sogenannter grüner Käse nach Spielberg in eine hochmoderne Reifungsanlage mit einer vollautomatischen und unter strengsten hygienischen Bedingungen ablaufenden Käsereifung gebracht. Eine tage-, wochen- oder monatelange Reifung ist die Voraussetzung dafür, dass sich das sortentypische Aroma entwickeln kann. Während der Reife werden die Blöcke und runden Laibe in genau definierten Zeitabständen gewendet, bestrichen und gebürstet.
Investition in die nahe Zukunft
Wenn die von der EU vorgegebene Milchquote fällt, es also keine Beschränkung der Milchmengen mehr gibt, erwarten die Molkereien eine Milchmehrproduktion von etwa 15 %. Aus diesem Grund entstand in Spielberg rechtzeitig ein neues Kühl-, Reife- und Verpackungszentrum für Käse in einem Gesamtwert von 10 Mio. Euro. Das Reifezentrum mit seinen drei Reiferäumen in der ersten Ausbaustufe und der Käsepflegeanlage nahm im April 2014 seinen Betrieb auf. Es ist mit moderner Lager- und Transporttechnik der MLR-Gruppe ausgestattet. „Vor der Realisierung haben wir uns auch das Reifelager der Käserebellen in Steingaden im Allgäu angeschaut, wo bereits ein fahrerloses Transportsystem (FTS) eingesetzt wird“, berichtet OM-Betriebsleiter Siegfried Bärnthaler, „Diese Lösung überzeugte uns.“ Für den Transport der Reifegestelle innerhalb des Käsereifezentrums wird nun auch bei OM ein FTS eingesetzt.
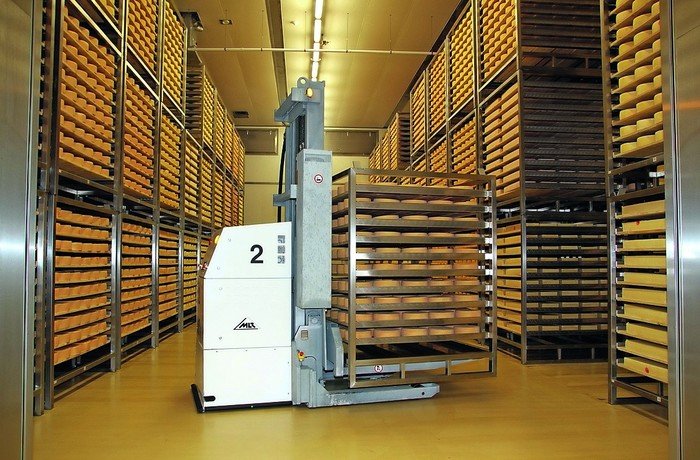
Jeder der Reiferäume in Spielberg, die alle gleich groß sind, ist als Blocklager konzipiert, das in Längsrichtung von einem Mittelgang durchzogen wird. Vom Mittelgang aus werden die sogenannten Reifegestelle, in denen die Käselaibe und -blöcke auf Holzbrettern auf zehn Ebenen untergebracht sind, rechtwinklig zu beiden Seiten in parallelen Reihen abgestellt. Dabei stehen die Gestelle, die jeweils eine Charge darstellen, dreifach hintereinander und dreifach hoch. Jedes der Gestelle (L x B x H = 2250 x 1920 x 2335 mm) kann bis zu 3350 kg wiegen. Die Reiferäume sind zu beiden Seiten eines breiten Gangs angeordnet. Jeder Reiferaum bildet eine Klimazone und ist zu diesem Gang hin mit einem Schnelllauftor verschlossen. Die FTF können die Räume nur über diesen Gang erreichen und müssen das Schnelllauftor durchfahren. Sobald ein FTF ein Schnelllauftor erreicht hat, öffnet sich das Tor. Hat das Fahrzeug das Schnelllauftor passiert, schließt das Tor sofort wieder.
Mannigfaltige Fahrzeugaufgaben
Die Bedienung des Kühl- und Reifelagers übernehmen zwei – dank bewährter Magnetnavigation frei verfahrbare – Transport-fahrzeuge (FTF) von MLR. Es handelt sich dabei um dreirädrige Radarmstapler Phoenix SS-3.4 Mr mit einer Hubplattform als Lastaufnahmemittel mit 3,35 tTragfähigkeit und einer Hubhöhe von 4770 mm. Die FTF sind in der Lage, die Gestelle selbstständig von den Übergabepositionen durch Unterfahren der Gestelle aufzunehmen, zu transportieren und wieder auf eine Übergabeposition abzusetzen. Die Beschickung und Entsorgung der Käsepflegemaschine via Fördertechnik und der Transport der Gestelle zur Konfektionierung und Verpackung obliegt ebenfalls den FTF – und dies alles in genau vorgegebenen Zeiten. Die Fahrzeuge tragen immer jeweils ein Gestell und bringen sie mit maximal 1,2 m/s (vorwärts beziehungsweise rückwärts) zum Zielort. Die Strecke, die die automatischen Fahrzeuge in der Anlage befahren, ist etwa 250 mlang.
„Pro Tag werden durchschnittlich sechs Gestelle aus Knittelfeld in Spielberg angeliefert“, schildert Siegfried Bärnthaler. „ Alle Gestelle sind mit einem eindeutigen Barcode versehen. Damit lassen sie sich sowohl vom Barcode-Leser auf dem automatischen Fahrzeug bei der Lastaufnahme als auch stationär an der Käsepflegeanlage identifizieren.“ Die gesamte Anlage, in der pro Stunde rund 3600 Käselaibe und -blöcke behandelt werden, ist so ausgelegt, dass sie rund um die Uhr arbeiten kann. Daher gehört zum System auch eine Ladestation, ausgestattet mit zwei Ladegeräten und einem Batteriewechselwagen zum Tauschen der entladenen gegen eine geladene 630-Ah-Bleibatterie. Der Tausch geschieht manuell in weniger als fünf Minuten.
Intelligentes Leitsystem
Das intelligente Herzstück des OM-Reifezentrums ist das Logistic Operating System Logos, eine MLR-eigene Entwicklung für die Steuerung komplexer Materialflussströme. Logos erfasst die eingehende Ware, verwaltet den Käse im Reifelager chargenbezogen, also gestellbezogen, steuert die Ein- und Auslagerförderstrecken vor und hinter der Käsepflegemaschine sowie die Schnelllauftore und sorgt für den exakten Ablauf der detaillierten Käsepflegeprogramme. Welche Behandlungen in welchen Zeitabständen erfolgen müssen, wird durch eine Rezeptur festgelegt. Rezepturen sind in jeder Käserei ein streng gehütetes Geheimnis. Für jede Käsesorte gibt es ein eigenes Rezept. Bei der Einlagerung in das Reifezentrum wird jeder Charge eine Rezeptur zugeordnet, die dann vom Leitsystem abgearbeitet wird. Das Gestell wird genau nach den Vorgaben der Rezeptur von den FTF an die Käsepflegemaschine übergeben, dort behandelt und anschließend wieder von einem FTF in einen Reiferaum eingelagert.
Das Leitsystem verfügt über eine Rezepturverwaltung. So können mithilfe eines Dialogs Rezepturen angelegt, modifiziert und wieder gelöscht werden. Die Zuordnung einer Rezeptur zu einem Gestell erfolgt durch einen OM-Mitarbeiter. Logos generiert auch sämtliche Transportaufträge für die automatischen Fahrzeuge und stellt sicher, dass jede Charge entlang der logistischen Kette rückverfolgbar ist. Damit lässt sich später feststellen, wann, wo und durch wen die Ware erhalten, hergestellt, verarbeitet, gelagert und transportiert wurde.
Die Anlage ist bereits jetzt schon sehr gut ausgelastet, daher plant die Obersteirische Molkerei wegen des zu erwartenden höheren Milchaufkommens eine Erweiterung des Reifezentrums mit weiteren vier Reiferäumen. Siegfried Bärnthaler: „Die Zusammenarbeit mit MLR war sehr gut vorbereitet und hat bestens funktioniert. Deswegen haben wir auch MLR bereits mit der Erweiterung der Anlage beauftragt.“
www.prozesstechnik-online.deSuchwort: dei1015mlr
Teilen:







