


Ceramic filter elements are frequently used in modern process engineering. Their field of application ranges from high-capacity dust removal through separation of oil-in-water emulsions to tailor-made solutions for economical catalytic applications.
Doris Wittig, Uwe Weipprecht, Ulrike Teigeler, Winfried Michell
Filtration is still one of the most important separation techniques for solids and emulsion droplets today. This process is supported by modern filter materials. The following examples are just a few of their many potential applications.
High-capacity dust removal at temperatures up to 1000°C
Removing particles from gases at high temperatures and pressures represents a major challenge for process engineers. Measures made necessary by more stringent anti-pollution requirements as well as by the steady reduction in the permissible clean-gas dust burden, in power plant processes with an integrated CCGT for instance, place extremely tough demands on the filter media. High-capacity dust removal systems are critical to the feasibility and functional principle of new process generations. Around 80% of all chemical products are nowadays manufactured with the help of catalysts, and many of the reactions take place in the gas phase. Recirculation of high-quality, noble-metal catalysts is becoming an increasingly significant issue in the field of gas filtration.
Ceramic surface filters
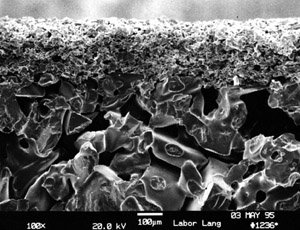
The Dia-Schumalith filter material consists of a coarse-pored carrier with a silicon carbide base, which is sinter-fused with a fine-filtering ceramic membrane made of mullite grain (Fig.1). The carrier gives the asymmetrical filter element a sufficiently high mechanical strength and surface quality to fix the actual filtration layer. The ceramic membrane is approximately 200 µm thick with a mean pore size of 10 µm (type DS 10-20). This filter element combines the typical properties of technical ceramics, such as above-average mechanical strength – necessary above all to separate abrasive particles – chemical and thermal resistance as well as a defined pore size distribution. Cylinder and filter candle geometries with dimensions of Da/Di x L of 60/40 x 1500 mm have been employed successfully in numerous hot-gas filter systems. The use of membrane-coated surface filters ensures a constant Dp curve and a high separation limit.
Catalyst recirculation
Recirculation of cost-intensive, auxiliary production materials is one of the crucial profitability factors in many processes. Fine chemical plants are nowadays unthinkable without noble-metal powder catalysts, for example in order to obtain raw products for plastics manufacturing. Purifying processes for raw materials, such as those with high throughputs encountered in refineries, demand economical use of the zeolite catalysts that are utilised and regenerated there. Catalyst regenerators are connected at the outlet of the „FCC reactor“. The treated catalyst is separated at the output of these regenerators by means of multi-stage cyclones.
The catalytic dust is then normally discharged in the so-called 3rd-stage underflow using ceramic hot-gas filter elements in the 4th-stage separation unit. The volume flow in this unit is approximately 3% of the total process gas, which is laden with around 80% of the catalyst material discharged from the fluidised bed. The usual raw-gas dust load is roughly 15 g/m3 (under normal conditions). Due to the catalyst materials which are used, the particle size distribu-tion exhibits a very high proportion of fine dust with a mean particle size of x50.0 5 µm. Since the maximum permissible clean-gas dust load is cclean 5 mg/m3 (under normal conditions), the catalyst recirculation process can be considered to be nearly complete.
Separation of oil-in-water emulsions
There are many different processes in all branches of industry that are dependent on oil-in-water emulsions or that generate waste water polluted with such emulsions in production.
Examples of such processes include:
• Condensates from compressors,
• scouring baths for cleaning metal parts,
• waste water from car-washes,
• cooling lubricants and drilling emulsions.
The pollutant oil load has to be removed from this water before it can be reused or discharged into the sewer system. There is a special discharge directive, aimed at preventing environmental pollution, which stipulates that the residual oil content of discharged waste water must not exceed 10 mg per litre. The oil content of water used for bath care is allowed to be higher, but must nevertheless remain within a tolerable limit, depending on the process. In both instances ceramic membranes can be used to separate the emulsions.
Insensitivity of ceramic membranes
The advantages of ceramic membranes as compared with polymer membranes are as follows:
• Longer service life: oil and its additives cause most polymer membranes to become brittle and rupture,
• insensitive to hard chips, particles, etc.,
• insensitive to caustic cleaning agents,
• tolerant of high temperatures,
• higher flux.
There are no polymer membranes that are able to boast a similar combination of advantages. This explains why ceramic membranes have become the industrial standard for separating oil-in-water emulsions.
The filtration process which is used is known as cross-flow filtration. The dirty liquid flows through a tube, which is coated on the inside with a fine-pored membrane. The higher pressure inside the tube causes part of the liquid to be squeezed out and collected. The dirt particles are retained by the membrane (Fig. 3).
Oil-emulsion droplets can thus be separated from a more watery phase in the same way as solid particles. Since oil droplets change shape, however, and can therefore theoretically also be squeezed through a very fine membrane, certain constraints must be observed.
Effective particle filtration from suspensions
Catalytic reactions are an integral part of numerous production processes in the chemical industry. High-quality, noble-metal catalysts are used during hydrogenation, for example. In order to achieve more economical production, some form of recirculation system for valuable catalysts is essential. The catalyst must be separated from the liquid products after the heterogeneous catalytic process.
Experience has shown that the particle size distribution of the catalyst, the chemical composition of the liquid phase and the operating temperature are crucial when choosing the optimum filter medium for this kind of solid/liquid filtration. Filter candles made of polyethylene, pure carbon or ceramics have been used successfully for a number of years to recover valuable materials from suspensions. Filtroplast(r), Dia-Filtroplast(r), Dia-Schumalith(r) and Carbo(r) are among the most important filter media used for such applications.
Choosing the correct filter medium is critical to the success of separation by surface filtration. The catalyst builds a filter cake, which is cleaned according to the requirements of the process, on the outer filter surface. Compressed air, or in some cases nitrogen in combination with filtrate or another backwashing liquid, is a suitable medium for cleaning the filter elements effectively. It is important to treat the catalyst particles extremely gently during the backwashing stage, in order to avoid undesirable abrasion.
Surface filters satisfy demands for finer catalysts
The trend in heterogeneous catalytic processes is increasingly towards finer particles, which offer a larger mass-specific surface. The Dia filter media in particular, with their 3µm filter membrane, are becoming more and more widely used.
It is important when choosing the filter medium to ensure that even the finest recoverable particles are retained on the surface of the filter element, as this is the only way to prevent it from becoming clogged after just a short while. The catalyst particles which build the filter cake can be reused after backwashing.
The catalyst-laden sludge is fed directly from the filter back to the reactor or to a storage tank, depending on the requirements of the overall production process. The catalyst can be regenerated after filtration, in order to recover valuable constituents such as platinum, palladium and nickel.
USF Schumacher
Fax: ++49/7951/26598
Further information about high-capacity
dust removal cpp-202
Further information about separation of oil-in-water emulsions cpp-203
Further information about effective particle filtration from suspensions cpp-204
Teilen:







