Steigender Druck auf die Medikamentenpreise zwingt die pharmazeutische Industrie, schlanke Produktionsprozesse einzuführen, um die Herstellkosten nachhaltig zu senken. Vor diesem Hintergrund erhielt Chemgineering von einem Schweizer Pharmaunternehmen den Auftrag, eine Fertigspritzenlinie zu planen und zu implementieren. Dabei mussten nicht nur schlanke und flexible Produktionsprozesse konzipiert werden, die neue Linie war in eine laufende Sterilproduktion zu integrieren und das in einem engen Zeitrahmen und ohne Reserven im Projektbudget.
Bernhard Binnwerk
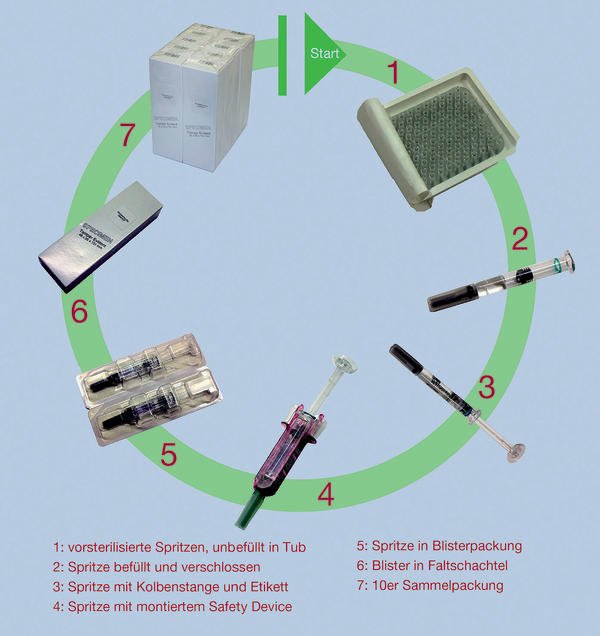
Die Schweizer forderten eine Produktionskapazität von 18 Mio. Spritzen im Jahr oder 8500 Spritzen pro Stunde im Zwei- bzw. Drei-Schichtbetrieb während fünf Tagen in der Woche. Sogenannte genestete Spritzen (SCF, Steril, Clean, ready to Fill) mit eingeklebter Nadel sollten mit einem Volumen von 0,15 bis 2,25 ml gefüllt werden. Zu den zentralen Anforderungen an den Abfüll- und Verpackungsprozess gehörten die Integration einer vollautomatischen Inprozesskontrolle in die Abfüllmaschine für das Füllgewicht, aseptische Abfüllung in Isolatortechnologie sowie ein integrierter CIP/SIP/DIP-Prozess für die produktberührten Anlagenteile. Außerdem musste berücksichtigt werden, dass die abzufüllenden Arzneimittel temperaturempfindlich sind und die Spritzen zusätzlich in Blister verpackt werden.
Die Linienanordnung war so auszulegen, dass sie sich mit einer Autoinjektor-Montagemaschine, einem zweiten Denester für genestete Spritzen und einem Produktautoklav nachrüsten lässt. Um verschiedene Betriebskonzepte und Produktionsprozesse fahren zu können, war die Linie im Hinblick auf Layout und Automatisierungsgrad sehr flexibel zu gestalten. Diese Vorgaben wurden ergänzt durch allgemeine Rahmenbedingungen wie
- die Implementierung der neuen Linie in eine bestehende und laufende Sterilproduktion,
- das Einbinden des zusätzlichen Personal- und Materialflusses in das bestehende Logistikkonzept,
- die Konformität der Lieferantendokumentationen (technische Dokumentation und Qualifizierungsdokumentation) mit dem vorhandenen durchgängigen Dokumentationskonzept und den
- möglichst geringen Personaleinsatz.
Enges Zeitfenster bei hohem Montageaufwand
Von der Bestellung der Hauptmaschinen bis zum Produktionsbeginn stand sehr wenig Zeit zur Verfügung. Der Verpackungsprozess musste innerhalb von 15 Monaten startklar sein, für den Abfüllprozess mit aseptischer Abfüllung, Codierung und optischer Kontrolle standen 18 Monate zur Verfügung, für den Gesamtprozess 22 Monate. Und das alles bei einem hohen Liefer- und Montageaufwand. Für die Hauptsystemkomponenten führten die Ingenieure dennoch ein hoch differenziertes Ausschreibungsverfahren durch, um das bestmögliche Preis-/Leistungsverhältnis zu ermitteln und die Lieferantenschnittstellen zu reduzieren – die Hardwarekomponenten wie auch das Bedienungskonzept für alle Maschinen sollten möglichst identisch sein.
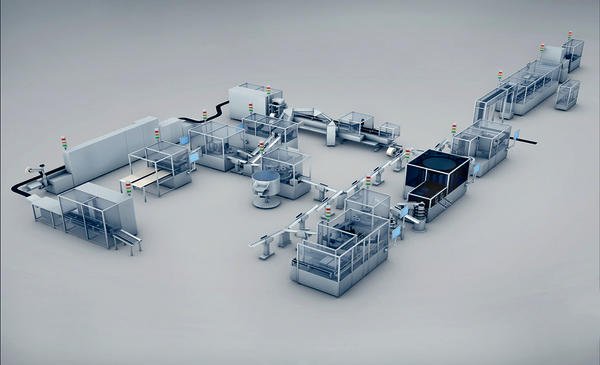
Schließlich beinhaltete die Spritzenlinie 17 Maschinen, drei integrierte Online-Kamerasysteme (mit 24 Kameras von einem Lieferanten) sowie einen zentralen Scada-Leitstand. Bei den bestehenden Reinräumen waren Anpassungsarbeiten fällig, der Produktionsbereich erforderte eine komplett neue Lüftungsanlage. Zudem musste die Spritzenlinie in 42 bestehenden Energie- und Medienversorgungsanlagen und Gebäudesystemen berücksichtigt werden. Die Linie wird mit vier Hauptproduktionsprozessen betrieben:
- aseptische Abfüllung und Verschließen der Spritzen (optional mit zusätzlicher Terminalsterilisation)
- aseptische Abfüllung, Verschließen, Codierung und optische Kontrolle der Spritzen
- Etikettierung und Endverpackung der Spritzen
- Lean Production Process von der aseptischen Abfüllung bis zur Endverpackung der Spritzen
Insgesamt wurden acht Produktionsprozesse mit 20 verschiedenen Optionen (wie etwa die Applikation von zusätzlichen Safety Device Systemen, Autoinjektorsystemen usw.) implementiert. Dazu kamen drei Nebenproduktionsprozesse (CIP- und SIP-Prozesse sowie Isolatordekontamination) mit zusammen neun Varianten.
Um die Anlagenverfügbarkeit (OEE = Overall Equipment Efficiency) der Gesamtlinie deutlich zu erhöhen, können auf der Produktionslinie bis zu drei Hauptproduktionsprozesse parallel laufen. Zudem lässt sich die Linie sowohl über den zentralen Leitstand als auch dezentral direkt an den Maschinen betreiben.
Für den Betrieb der kompletten Spritzenlinie mit 17 Maschinen bedarf es eines Personaleinsatzes von nur zehn Produktionsmitarbeitern und einem Schichtführer.
Die Herausforderungen erfolgreich bewältigt
Erschwerend wirkten sich bei diesem Projekt die extrem langen Lieferfristen und die hohen Kosten für die Packmittel aus, die für die Durchführung der FATs und Qualifizierungstests benötigt wurden. Auch die Maschinenlieferanten waren in diesem Projekt speziell gefordert. So mussten sie etwa eine Reihe von Fremdkomponenten wie Kamerasysteme in ihre Anlagen integrieren. Die technischen Dokumentationen (insgesamt 400 Ordner) mussten mit den Standards des Kunden konform sein, ebenso die Qualifizierungsabläufe und der umfangreiche Qualifizierungsansatz.
Wie bei komplexen Projekten üblich, musste auch Unvorhergesehenes pariert werden, beispielsweise ganz erhebliche Lieferterminverzögerungen bei einigen Maschinen. Generell stand das ehrgeizige Projekt unter großem Zeitdruck, und das bei reduzierter Verfügbarkeit der Teammitglieder auf Seiten des Auftraggebers.
Die neue Spritzenlinie ging im Juni dieses Jahres in Betrieb. Alle Projektbeteiligten haben mit ihrem fachlichen Können und großem Engagement dazu beigetragen, eine der komplexesten und flexibelsten Spritzenlinien mit Lean Production Process zu realisieren.
cav 435
Zur Homepage von Chemgineering
APV Arbeitsgemeinschaft für Pharmazeutische Verfahrenstechnik
GMP-Navigator
Unsere Whitepaper-Empfehlung

Wasserstoff gilt als Schlüssel für die Dekarbonisierung der Chemieindustrie. Doch die Nutzung des vermeintlichen Hoffnungsträgers Hydrogen birgt auch Gefahren und stellt die Branche vor neue Herausforderungen, die das gratis Whitepaper „H2 wie Hoffnungsträger?“ näher für Sie…
Teilen:







