

Während Fischfilet in Öl eine Delikatesse ist, ist Schmieröl im Fisch, beispielsweise aus der Druckluftanlage, eine absolute Katastrophe. Daher ging die Werner Lauenroth Fischfeinkost GmbH in Lüdersdorf bei Lübeck äußerst bedacht bei der Planung und Realisierung ihrer Druckluftanlage vor. Und damit auch wirklich nichts anbrennen kann, überprüft das Unternehmen seine Druckluftqualität regelmäßig mit dem Safe-Air-Tester.
Norbert Barlmeyer
Ölfreie Druckluft ist für Werner Lauenroth Fischfeinkost ein absolutes Muss. Das Unternehmen liefert u. a. Fischfeinkost und Salate in Großpackungen an die Gastronomie und in Kleinpackungen an Privatverbraucher. „Fischfilet in Öl ist eine Delikatesse. Dagegen wäre Öl im Fischfilet – z. B. Schmieröl aus der Drucklufterzeugung – eine Katastrophe. Deshalb haben wir Erzeugung und Aufbereitung unserer Druckluft in absolut ölfreier Qualität sehr sorgfältig geplant und realisiert“, erläutert Betriebsleiter André Mohneke. In Lüdersdorf werden z. B. mit pneumatisch arbeitenden Druckluftmessern Fische zerteilt. Dabei kommt die ausströmende Druckluft unmittelbar mit dem Produkt in Berührung. Das gilt auch für die Druckluft, die an den Abfüllmaschinen aus Arbeitszylindern ausströmt. Dazu Betriebsleiter Mohneke: „Deshalb brauchen wir absolut ölfreie Druckluft. Darauf haben wir die Anbieter für die neue Druckluftversorgung mit Nachdruck hingewiesen.“
Das kann Peter Kruckenberg, Geschäftsführer des Druckluft-Fachhändlers Kruckenberg Drucklufttechnik im benachbarten Lübeck, voll bestätigen. Anfangs wurde sogar eine absolut ölfreie Drucklufterzeugung mit einem wassereingespritzten oder mit einem trockenlaufenden Schraubenkompressor gefordert. Da aber der größere Teil der Druckluft für Steuerungs- und Antriebsaufgaben und nur der kleinere Teil für Bereiche genutzt wird, in denen die ausströmende Druckluft unmittelbar mit den Produkten in Berührung kommt, suchte man einen kostengünstigen Kompromiss zwischen höchstmöglicher Druckluftqualität und vertretbarem Kostenaufwand. Zwei Möglichkeiten boten sich an:
- Die ölüberflutete Verdichtung mit einem öleingespritzten Schraubenkompressor, der allerdings mit einem Spezialöl mit Lebensmittelzulassung befüllt wird.
- Ebenfalls eine ölüberflutete Verdichtung mit einem öleingespritzten Schraubenkompressor, jetzt allerdings befüllt mit normalem Kompressorenöl, und zusätzlicher Einsatz einer nachgeschalteten Filterkombination zur ölfreien Aufbereitung, bestehend aus Mikrofilter, Vorfilter und Aktivkohlefilter.
Bei Lösung 2 scheute der Betreiber das unvermeidbare Restrisiko, weil bei nicht vorschriftsmäßig gewarteten Filtersystemen, bei einem Öldurchbruch oder bei einer Havarie im Verdichter Restöl aus dem Kompressor in das Netz gelangen kann. Deshalb entschloss man sich für Lösung 1, einen drehzahlgeregelten Schraubenkompressor mit Öleinspritzkühlung, befüllt mit einem Spezialöl mit Lebensmittelzulassung. Die in einem Kältetrockner getrocknete Druckluft wird dann trotz des lebensmittelverträglichen Öles für höchstmögliche Sicherheit in einer Filterkombination (Mikrofilter, Vorfilter und Aktivkohlefilter) aufbereitet. Ein zusätzlicher Aktivkohle-Adsorber arbeitet als Polizeistation. Durch diese Aufbereitungsstrecke wird die in der Druckluft enthaltene Restölmenge (max. ca. 4 mg/m³) restlos ausfiltriert. Über einen Speicherbehälter tritt die aufbereitete Druckluft in das Netz ein.
Wissen ist besser als hoffen
So weit die Theorie. Aber arbeiten die installierten Aufbereitungsgeräte tatsächlich entsprechend ihren definierten Eigenschaften? Jeder Fachmann weiß, dass sich auch bei einem zunächst optimal arbeitenden Aufbereitungssystem unbemerkt Funktionsmängel einschleichen und zu gravierenden Folgen führen können. Dazu André Mohneke: „Obwohl wir unseren Kompressor mit lebensmittelverträglichem Öl betreiben, wollen wir keinen Restölgehalt nahe Null, sondern nur einen Restölgehalt absolut Null akzeptieren. Deshalb lassen wir unsere Druckluftqualität durch die Firma Kruckenberg mit einem Safe-Air-Tester prüfen, weil diese Messungen nicht manipuliert werden können.“ Diese Prüfung wurde bei Lauenroth erstmalig ca. vier Wochen nach Produktionsbeginn durchgeführt.
Der 320 x 105 x 255 mm große und 5,5 kg schwere Safe-Air-Tester mit einem bedie-nerfreundlichen, menügesteuerten Display arbeitet über ein 220-V-Netzteil oder netzunabhängig mit Standardbatterien. Der Safe-Air-Tester ist kalibriert und muss für kontinuierliche präzise Messergebnisse nach 12 Monaten im Herstellerwerk nachkalibriert werden. Ein elektronischer Sensor mit Digitalanzeige misst den Sauerstoffgehalt. Das Gerät verfügt ferner über Testeinrichtungen für mineralisches und künstliches Öl. Das Gerät wird über einen Verbindungsschlauch an eine Zapfstelle – z. B. am Druckluftbehälter – angeschlossen. Dann ermittelt das Gerät bei einem kons-tanten Volumenstrom die vier Einzelergebnisse ohne äußere Beeinflussbarkeit vollautomatisch und zeitgesteuert.
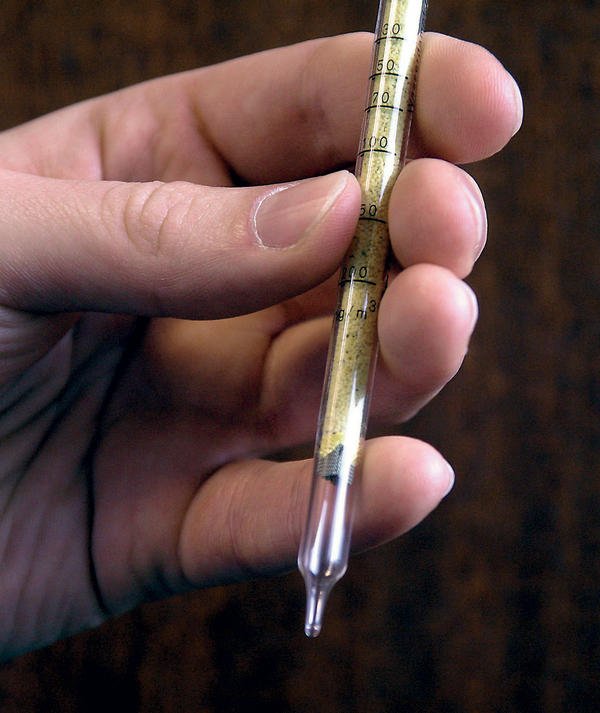
Spezielle Detektorröhrchen erfassen die Qualitätsparameter der Druckluft gemäß DIN EN 12021/1999. Die gläsernen, zunächst beidseitig verschlossenen Röhrchen sind mit unterschiedlichen Reagenzmitteln gefüllt. Nach dem Kappen der beiden Enden werden vier spezielle Glasröhrchen in die vordefinierten Anschlüsse des Gerätes gesteckt. Nach dem Programmstart ermittelt die Anlage in automatischen Schritten die Werte für Öl- und Wassergehalt sowie den Gehalt an Kohlenmonoxid (CO), Kohlendioxid (CO2) und Sauerstoff (O2). Nach dem Ende der jeweils zugehörigen Durchströmungszeit gibt das Gerät ein Signal und auf dem Display den Hinweis „jetzt ablesen“. Jetzt kann der während des Prüfvorganges verfärbte Teil der im Röhrchen befindlichen Reagenz auf einer Skala abgelesen werden. Ablesefehler und jegliche Manipulation sind absolut ausgeschlossen.
Nach ca. 18 Minuten war die von Kruckenberg Drucklufttechnik bei Lauenroth durchgeführte Messung abgeschlossen (Messbedingungen: Umgebungs- und Drucklufttemperatur jeweils 21,5 °C; Druck am Testpunkt und Systemdruck jeweils 7,5 bar). Das Messprotokoll mit allen Einzelergebnissen bestätigt, dass sich kein Restöl und nur die zulässige Menge Wasser in der Druckluft befand. Alle Messergebnisse lagen unterhalb der vom Kunden gewünschten Grenzwerte (Öldampf: nicht nachweisbar / Wasser: 650 mg/m³ / Gehalt CO: nicht nachweisbar / Gehalt CO2: ca. 250 ppm / Gehalt O2: 21 % / Drucktaupunkt: ca. 3 °C). Durch die automatisierte Ermittlung können die Werte jederzeit wiederholt werden. Alle Messungen laufen nach einem identischen Prozess ab und sind damit immer direkt vergleichbar.
dei 443
Mehr zum Safe-Air-Tester
Fischfeinkost von Lauenroth
Unsere Webinar-Empfehlung

Der Webcast MTP und modulare Produktion bietet eine einzigartige Gelegenheit, mehr über die aktuellen Entwicklungen bei MTP und in der modularen Produktion zu erfahren.
Chemie- und Pharmaproduktion braucht mehr Flexibilität
In der heutigen sich schnell wandelnden Welt stehen…
Teilen:







